
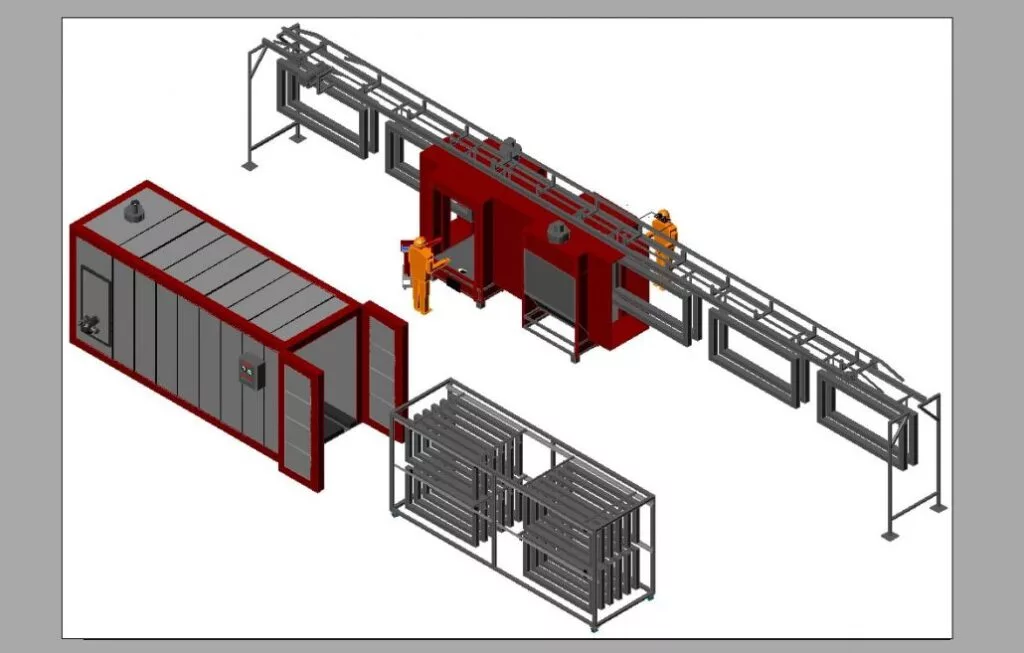
Ручная линия порошковой окраски используется, когда производительность покраски низкая. Таким образом, детали красятся в ручной камере порошковой окраски и передаются в печь
Ручная линия порошковой окраски представляет собой систему, в которой процесс нанесения порошкового покрытия на поверхность изделий осуществляется вручную операторами. В отличие от автоматической линии, ручная линия не требует сложной автоматизации и может быть более доступной и гибкой в использовании.
Основные компоненты ручной линии порошковой окраски включают:
- Пистолеты для порошковой покраски: Это ручные распылители, которые операторы используют для нанесения порошка на поверхность изделий. Пистолеты могут быть электростатическими или трибостатическими, в зависимости от выбранной технологии и требований процесса покраски.
- Кабина или камера для покраски: Это пространство, где операторы осуществляют процесс нанесения порошка на изделия. Кабина оборудована системой воздухообмена, чтобы обеспечить удаление излишков порошка и создать благоприятные условия для равномерного нанесения покрытия.
- Система фильтрации и воздушный компрессор: Для обеспечения качественного нанесения порошка и поддержания работы пистолетов необходима система фильтрации воздуха и воздушный компрессор для подачи сжатого воздуха.
- Печь для полимеризации: После нанесения порошкового покрытия изделия должны пройти процесс полимеризации, чтобы порошок полностью вылечился и образовал прочное покрытие. Для этого используется специальная печь, где изделия подвергаются высокой температуре.
- Ручные инструменты и принадлежности: В ручной линии порошковой окраски также могут использоваться различные ручные инструменты и принадлежности, такие как щетки, шлифовальные материалы и средства для подготовки поверхности перед покраской.
Ручная линия порошковой окраски позволяет операторам более гибко контролировать процесс нанесения покрытия и может быть подходящей для небольших производств или специфических требований. Однако она требует больше ручного труда и может быть менее эффективной по сравнению с автоматической линией для крупных объемов производства.
Ручная линия порошковой окраски

Ручная линия порошковой окраски — это процесс нанесения порошковой краски на поверхность изделий с использованием ручных инструментов и оборудования. Этот метод широко применяется в промышленности для окраски металлических, деревянных и пластиковых деталей и изделий. Вот основные характеристики и этапы ручной линии порошковой окраски:
- Порошковая Краска: В ручной линии порошковой окраски используется порошковая краска. Это специальный вид краски, который находится в порошкообразной форме. Порошковая краска может содержать пигменты, смолы и адсорбенты.
- Подготовка Поверхности: Перед нанесением порошковой краски поверхность изделия должна быть тщательно подготовлена. Это включает в себя удаление ржавчины, масла, грязи и других загрязнений, а также шлифовку или обезжиривание поверхности.
- Аппликация Краски: Ручные инструменты, такие как порошковые пистолеты, используются для нанесения порошковой краски на поверхность изделия. Операторы вручную направляют поток порошковой краски на детали.
- Электростатическое Зарядка: В некоторых случаях применяется электростатическое зарядка порошковых частиц. Это позволяет улучшить равномерность нанесения краски и снизить потери материала.
- Затвердевание: После нанесения порошковой краски детали направляются в специальные печи или обогревательные камеры для затвердевания. В процессе нагрева порошковая краска плавится и образует защитное покрытие на поверхности.
- Контроль Качества: После затвердевания краски производится контроль качества, чтобы убедиться в соответствии покрытия требованиям, таким как равномерность, адгезия и отсутствие дефектов.
- Упаковка и Доставка: Готовые изделия упаковываются и отправляются на склад или к клиенту.
Преимущества ручной линии порошковой окраски включают в себя хорошую адгезию, высокую износостойкость и устойчивость к коррозии. Этот метод также более экологичен, поскольку он не использует органические растворители, которые могут содержать вредные химические соединения.
Важно отметить, что ручная порошковая окраска требует опытных операторов и тщательного контроля качества, чтобы обеспечить высокую степень равномерности и эффективности покрыти
Ручная линия порошковой окраски

Ручная линия порошковой окраски — это тип линии порошковой окраски, которая требует ручной загрузки и разгрузки изделий. Ручные линии порошковой окраски являются менее дорогостоящими, чем автоматические линии, но они также менее производительны.
Ручная линия порошковой окраски состоит из следующих основных компонентов:
- Пистолет для нанесения порошковой краски. Пистолет для нанесения порошковой краски используется для нанесения порошковой краски на изделия.
- Камера полимеризации. Камера полимеризации используется для нагревания изделий до температуры, необходимой для полимеризации порошковой краски.
- Система вентиляции. Система вентиляции используется для удаления вредных газов и паров, выделяющихся в процессе полимеризации порошковой краски.
Рабочий процесс на ручной линии порошковой окраски выглядит следующим образом:
- Изделия очищаются от пыли и грязи.
- Изделия покрываются порошковой краской.
- Изделия помещаются в камеру полимеризации.
- Изделия нагреваются в камере полимеризации до температуры, необходимой для полимеризации порошковой краски.
- Изделия вынимаются из камеры полимеризации.
Ручные линии порошковой окраски могут быть использованы для окраски различных изделий, таких как металлические конструкции, пластиковые изделия, мебель и т. д.
Вот несколько преимуществ ручных линий порошковой окраски:
- Низкая стоимость. Ручные линии порошковой окраски являются менее дорогостоящими, чем автоматические линии.
- Мобильность. Ручные линии порошковой окраски могут быть перемещены в любое место.
- Простота эксплуатации. Ручные линии порошковой окраски просты в эксплуатации и обслуживании.
Вот несколько недостатков ручных линий порошковой окраски:
- Низкая производительность. Ручные линии порошковой окраски менее производительны, чем автоматические линии.
- Требуется ручной труд. Ручные линии порошковой окраски требуют ручной загрузки и разгрузки изделий.
Ручные линии порошковой окраски являются хорошим выбором для небольших предприятий, которые не нуждаются в высокой производительности.
Пистолеты для порошковой покраски

Пистолеты для порошковой окраски — это инструменты, используемые для нанесения порошковой краски на изделия. Они бывают разных типов, но все они работают по одному принципу: они распыляют порошковую краску в виде аэрозоля, который затем осаждается на поверхности изделия.
Основные типы пистолетов для порошковой окраски:
- Электростатические пистолеты. Электростатические пистолеты используют электрическое поле для создания заряда на порошковой краске. Этот заряд заставляет частицы краски притягиваться к заземленным предметам, таким как изделия. Электростатические пистолеты обеспечивают более равномерное покрытие, чем другие типы пистолетов для порошковой окраски
- Трибостатические пистолеты. Трибостатические пистолеты используют трение для создания заряда на порошковой краске. Это трение создается, когда частицы краски проходят через коронирующий электрод пистолета. Трибостатические пистолеты обеспечивают более высокое качество покрытия, чем обычные электростатические пистолеты.
- Пневматические пистолеты. Пневматические пистолеты используют сжатый воздух для создания потока воздуха, который распыляет порошковую краску. Пневматические пистолеты являются самым простым и недорогим типом пистолетов для порошковой окраски.
При выборе пистолета для порошковой окраски необходимо учитывать следующие факторы:
- Тип порошковой краски. Некоторые пистолеты для порошковой окраски предназначены для определенных типов порошковой краски.
- Размер изделия. Некоторые пистолеты для порошковой окраски подходят для небольших изделий, а другие — для больших.
- Производительность. Некоторые пистолеты для порошковой окраски более производительны, чем другие.
- Цена. Пистолеты для порошковой окраски могут стоить от нескольких сотен до нескольких тысяч долларов.
Пистолеты для порошковой окраски должны регулярно обслуживаться, чтобы поддерживать их в хорошем рабочем состоянии. К ним относятся чистка пистолета после каждого использования, а также замена деталей по мере необходимости.
Кабина или камера для покраски

Кабина или камера для покраски — это помещение, используемое для нанесения порошковой краски на изделия. Она состоит из следующих основных компонентов:
- Станция подготовки. Станция подготовки используется для очистки изделий от пыли и грязи.
- Камера нанесения. Камера нанесения используется для распыления порошковой краски на изделия.
- Камера полимеризации. Камера полимеризации используется для нагревания изделий до температуры, необходимой для полимеризации порошковой краски.
Кабина или камера для покраски должна быть герметически закрыта, чтобы предотвратить попадание порошковой краски в окружающую среду. В ней также должна быть установлена эффективная система вентиляции для удаления вредных газов и паров, выделяющихся в процессе полимеризации порошковой краски.
При выборе кабины или камеры для покраски необходимо учитывать следующие факторы:
- Размер изделий. Камера должна быть достаточно большой, чтобы вместить все изделия, которые будут окрашиваться.
- Производительность. Камера должна быть достаточно производительной, чтобы соответствовать требованиям производства.
- Цена. Кабины и камеры для покраски могут стоить от нескольких тысяч до нескольких сотен тысяч долларов.
Кабины и камеры для покраски должны регулярно обслуживаться, чтобы поддерживать их в хорошем рабочем состоянии. К ним относятся чистка камеры после каждого использования, а также замена деталей по мере необходимости.
Вот некоторые преимущества использования кабины или камеры для покраски:
- Защита окружающей среды. Кабины и камеры для покраски предотвращают попадание порошковой краски в окружающую среду.
- Безопасность. Кабины и камеры для покраски обеспечивают безопасность работников, поскольку они предотвращают попадание вредных газов и паров в воздух.
- Качество покрытия. Кабины и камеры для покраски обеспечивают более равномерное и высокое качество покрытия, чем ручное нанесение порошковой краски.
Кабины и камеры для покраски являются обязательными для предприятий, которые окрашивают большие объемы изделий.
Система фильтрации и воздушный компрессор
Система фильтрации и воздушный компрессор являются двумя важными компонентами оборудования для порошковой окраски.
Система фильтрации предназначена для удаления масла, воды и других примесей из сжатого воздуха, который используется для распыления порошковой краски. Эти примеси могут привести к образованию дефектов на поверхности покрытия, а также к преждевременному выходу из строя оборудования.
Система фильтрации обычно состоит из следующих компонентов:
- Предварительный фильтр. Предварительный фильтр удаляет крупные частицы пыли и грязи из сжатого воздуха.
- Коалесцирующий фильтр. Коалесцирующий фильтр удаляет более мелкие частицы масла и воды из сжатого воздуха.
- Угольный фильтр. Угольный фильтр удаляет запахи и другие примеси из сжатого воздуха.
Воздушный компрессор предназначен для производства сжатого воздуха, который используется для распыления порошковой краски. Воздушный компрессор должен обеспечивать достаточный поток воздуха и давление для эффективной работы краскопульта.
Воздушные компрессоры бывают разных типов, но наиболее распространенными являются следующие:
- Поршневые воздушные компрессоры. Поршневые воздушные компрессоры являются наиболее распространенным типом воздушных компрессоров. Они работают за счет поршня, который движется вверх и вниз, создавая давление воздуха.
- Винтовые воздушные компрессоры. Винтовые воздушные компрессоры работают за счет двух вращающихся винтов, которые создают давление воздуха.
- Роторно-пластинчатые воздушные компрессоры. Роторно-пластинчатые воздушные компрессоры работают за счет двух вращающихся пластин, которые создают давление воздуха.
При выборе системы фильтрации и воздушного компрессора необходимо учитывать следующие факторы:
- Производительность оборудования для порошковой окраски. Система фильтрации и воздушный компрессор должны обеспечивать достаточный поток воздуха и давление для эффективной работы оборудования для порошковой окраски.
- Тип порошковой краски. Некоторые типы порошковой краски требуют более чистого воздуха, чем другие.
- Цена. Система фильтрации и воздушный компрессор могут стоить от нескольких сотен до нескольких тысяч долларов.
Система фильтрации и воздушный компрессор должны регулярно обслуживаться, чтобы поддерживать их в хорошем рабочем состоянии. К ним относятся замена фильтров и техническое обслуживание воздушного компрессора по мере необходимости.
Вот некоторые преимущества использования системы фильтрации и воздушного компрессора:
- Качество покрытия. Чистый сжатый воздух обеспечивает более равномерное и высокое качество покрытия.
- Безопасность. Чистый сжатый воздух обеспечивает безопасность работников, поскольку он предотвращает попадание вредных примесей в воздух.
- Долговечность оборудования. Чистый сжатый воздух продлевает срок службы оборудования для порошковой окраски.
Печь для полимеризации

Печь для полимеризации — это камера, в которой изделия нагреваются до температуры, необходимой для отверждения порошковой краски. Печь для полимеризации обычно представляет собой герметичную камеру, в которой поддерживается постоянная температура и влажность.
Печи для полимеризации бывают разных типов, но наиболее распространенными являются следующие:
- Конвекционная печь. Конвекционная печь использует нагревательные элементы для нагрева воздуха внутри камеры. Воздух затем циркулирует по камере, нагревая изделия.
- Инфракрасная печь. Инфракрасная печь использует инфракрасные лучи для нагрева изделий. Инфракрасные лучи проникают в поверхность изделий, нагревая их изнутри.
- Радиационная печь. Радиационная печь использует радиацию для нагрева изделий. Радиация может быть от электронов, ионов или лазеров.
При выборе печи для полимеризации необходимо учитывать следующие факторы:
- Размер изделий. Печь должна быть достаточно большой, чтобы вместить все изделия, которые будут полимеризоваться.
- Производительность. Печь должна быть достаточно производительной, чтобы соответствовать требованиям производства.
- Тип порошковой краски. Некоторые типы порошковой краски требуют более высокой температуры для отверждения, чем другие.
- Цена. Печи для полимеризации могут стоить от нескольких тысяч до нескольких сотен тысяч долларов.
Печи для полимеризации должны регулярно обслуживаться, чтобы поддерживать их в хорошем рабочем состоянии. К ним относятся очистка камеры после каждого использования, а также техническое обслуживание печи по мере необходимости.
Вот некоторые преимущества использования печи для полимеризации:
- Качество покрытия. Полимеризация порошковой краски в печи обеспечивает более равномерное и высокое качество покрытия.
- Безопасность. Полимеризация порошковой краски в печи обеспечивает безопасность работников, поскольку она предотвращает попадание вредных газов и паров в воздух.
- Долговечность покрытия. Отверждение порошковой краски в печи обеспечивает более долговечное покрытие.
Ручные инструменты и принадлежности
В дополнение к оборудованию, описанному выше, для порошковой окраски могут использоваться различные ручные инструменты и принадлежности.
К ручным инструментам и принадлежностям для порошковой окраски относятся:
- Щетки. Щетки используются для удаления пыли и грязи с поверхности изделий перед нанесением порошковой краски.
- Шлифовальные материалы. Шлифовальные материалы используются для подготовки поверхности изделий к нанесению порошковой краски.
- Распылители. Распылители используются для нанесения порошковой краски на изделия вручную.
- Ветоши. Ветоши используются для удаления излишков порошковой краски с поверхности изделий.
- Защитные средства. Защитные средства, такие как перчатки, очки и респиратор, используются для защиты работников от вредных веществ, выделяющихся при нанесении порошковой краски.
При выборе ручных инструментов и принадлежностей для порошковой окраски необходимо учитывать следующие факторы:
- Тип порошковой краски. Некоторые типы порошковой краски требуют использования определенных инструментов и принадлежностей.
- Размер изделий. Некоторые инструменты и принадлежности подходят для небольших изделий, а другие — для больших.
- Цена. Ручные инструменты и принадлежности могут стоить от нескольких долларов до нескольких сотен долларов.
Ручные инструменты и принадлежности должны регулярно обслуживаться, чтобы поддерживать их в хорошем рабочем состоянии. К ним относятся очистка инструментов и принадлежностей после каждого использования, а также замена изношенных частей по мере необходимости.
Вот некоторые преимущества использования ручных инструментов и принадлежностей для порошковой окраски:
- Мобильность. Ручные инструменты и принадлежности позволяют наносить порошковую краску на изделия в любом месте.
- Простота использования. Ручные инструменты и принадлежности просты в использовании и не требуют специальной подготовки.
- Экономичность. Ручные инструменты и принадлежности стоят дешевле, чем оборудование для порошковой окраски.
Ручные инструменты и принадлежности являются хорошим выбором для небольших предприятий или для небольших объемов работ.
- Порошковая окраска: Порошковая окраска — технологический процесс нанесения тонкого слоя порошкового материала на поверхность изделий с последующей термической обработкой для образования прочного и стойкого покрытия. Этот метод широко используется в различных отраслях промышленности благодаря своей эффективности и экологической безопасности.
- Ручная линия: Ручная линия в контексте порошковой окраски представляет собой технологический участок, на котором операторы вручную осуществляют процесс окраски изделий. Это включает в себя подготовку поверхности, применение порошковой краски с использованием специальных пистолетов, а также контроль качества процесса.
- Электростатическое нанесение: Электростатическое нанесение порошковой краски основано на явлении электростатического заряда. Пистолет для порошковой окраски заряжает частицы порошка, создавая электростатическое поле, что обеспечивает равномерное покрытие поверхности изделия, повышая адгезию порошка и создавая эффективную защиту.
- Пистолет для порошковой окраски: Пистолет для порошковой окраски является ключевым инструментом на ручной линии. Он осуществляет подачу порошка, его зарядку электростатическим зарядом, и направление на поверхность изделия. Разнообразие настроек и точность работы пистолета существенно влияют на качество и эффективность окрасочного процесса.
- Подготовка поверхности: Этап подготовки поверхности перед порошковой окраской включает в себя удаление масел, грязи и окислов с помощью различных методов, таких как химическая обработка, механическая очистка или термическая обработка. Эффективная подготовка поверхности играет ключевую роль в обеспечении прочности и долговечности покрытия.
- Преобразователь напряжения: Преобразователь напряжения используется для создания высокого напряжения, необходимого для электростатического заряда порошковых частиц. Это устройство играет важную роль в формировании электростатического поля, которое обеспечивает эффективное распределение порошка на поверхности изделий.
- Пневмосистема: Пневмосистема включает в себя компрессоры и системы подачи воздуха, необходимые для работы пневматических инструментов, таких как пистолеты для порошковой окраски. Это обеспечивает правильное давление для распыления порошка и обеспечивает стабильность процесса окраски.
- Кабина для окраски: Кабина для окраски представляет собой закрытое помещение, где осуществляется процесс порошковой окраски. Она оборудована системой вентиляции, фильтрации воздуха и средствами контроля температуры, создавая оптимальные условия для нанесения и полимеризации порошкового покрытия.
- Циклонный сепаратор: Циклонный сепаратор применяется для восстановления неиспользованного порошка после процесса окраски. Он осуществляет разделение излишков порошка от воздуха, позволяя повторно использовать материал, что снижает расходы и улучшает экономическую эффективность.
- Термостойкий порошок: Термостойкий порошок представляет собой особый вид порошковой краски, способной выдерживать высокие температуры в процессе термической обработки. Это важное свойство обеспечивает полимеризацию порошкового покрытия, формируя прочное и стойкое защитное покрытие на поверхности изделий.
- Полимеризация: Полимеризация в контексте порошковой окраски представляет собой процесс термической обработки, в результате которого порошковое покрытие становится прочным и стойким. Высокие температуры, используемые в этом процессе, позволяют молекулам порошка химически связываться, образуя прочную полимерную структуру.
- Тепловая обработка: Тепловая обработка играет ключевую роль в порошковой окраске. Процесс полимеризации требует точного контроля температуры, обеспечивая оптимальные условия для образования полимерного слоя на поверхности изделий. Это важное звено в формировании долговечного покрытия.
- Заземление: Заземление представляет собой важный аспект электростатического нанесения порошковой краски. Обеспечивая заземленные условия для изделий, создается электрическое поле, приводящее к эффективному притягиванию заряженных порошковых частиц к поверхности, обеспечивая равномерное покрытие.
- Предварительная обработка: Предварительная обработка включает в себя ряд шагов, таких как химическая обработка и механическая очистка, направленных на подготовку поверхности для приема порошкового покрытия. Эффективная предварительная обработка является важным этапом, определяющим адгезию порошка и качество окончательного покрытия.
- Металлоконструкции: Металлоконструкции, подвергаемые порошковой окраске, находят широкое применение в строительстве, производстве мебели, автомобильной промышленности и других отраслях. Порошковое покрытие обеспечивает не только эстетичный внешний вид, но и защиту от коррозии и механических повреждений.
- Электростатический заряд: Электростатический заряд является основой эффективного нанесения порошковой краски. Заряженные частицы порошка притягиваются к поверхности изделия под воздействием электрического поля, созданного пистолетом для порошковой окраски, что обеспечивает равномерное распределение порошка.
- Толщина покрытия: Толщина покрытия имеет важное значение для конечного качества порошковой окраски. Тщательный контроль толщины позволяет достичь необходимой стойкости и эстетичного вида. Это достигается регулировкой параметров, таких как расход порошка и время полимеризации.
- Адгезия: Адгезия порошкового покрытия к поверхности изделия зависит от нескольких факторов, включая подготовку поверхности, тип порошка и электростатическое нанесение. Хорошая адгезия обеспечивает прочное сцепление порошка с поверхностью, предотвращая отслоение и обеспечивая долговечность покрытия.
- Контроль качества: Контроль качества включает в себя наблюдение за различными параметрами процесса порошковой окраски, такими как толщина покрытия, цветовая гамма, адгезия и стойкость. Эффективный контроль обеспечивает соответствие конечного продукта стандартам качества.
- Воздушный компрессор: Воздушный компрессор является неотъемлемой частью пневмосистемы на ручной линии порошковой окраски. Он обеспечивает необходимое давление воздуха для работы пневматических инструментов, включая пистолеты для порошковой окраски, что влияет на качество и эффективность процесса окраски.
- Электростатический генератор: Электростатический генератор играет важную роль в создании электростатического заряда, необходимого для эффективного нанесения порошковой краски. Этот узел системы отвечает за создание высокого напряжения, обеспечивая зарядку порошковых частиц.
- Пневматический клапан: Пневматический клапан регулирует поток сжатого воздуха в системе, включая пневмосистему и пистолет для порошковой окраски. Точная регулировка клапана важна для обеспечения стабильного давления, необходимого для равномерного распыления порошка.
- Разрядник: Разрядник является устройством, предназначенным для удаления статического заряда с поверхности изделий перед процессом порошковой окраски. Это предотвращает возможные проблемы с адгезией порошка и обеспечивает эффективность электростатического нанесения.
- Маскировка: Маскировка представляет собой процесс временного закрытия част
ей поверхности изделия перед порошковой окраской, чтобы предотвратить покрытие в определенных областях. Это важное технологическое решение для создания многоцветных или многослойных покрытий и защиты определенных участков от окраски.
- Трибостат: Трибостат используется для создания электростатического заряда путем трения материалов. Это важное устройство в системе электростатического нанесения, обеспечивая эффективное зарядку порошковых частиц и равномерное покрытие поверхности изделий.
- Порошковый пистолет: Порошковый пистолет представляет собой инструмент для нанесения порошковой краски на поверхность изделий. Снабженный системой электростатического заряда, этот пистолет обеспечивает равномерное распределение порошка, что является ключевым аспектом успешного процесса порошковой окраски.
- Порошковая краска: Порошковая краска представляет собой смесь твердых частиц, пигментов и смол, используемых в порошковой окраске. Разнообразие составов порошковых красок обеспечивает различные характеристики, такие как цвет, текстура и термостойкость, отвечая разным требованиям производства.
- Автоматизация процесса: Автоматизация процесса порошковой окраски включает в себя использование специализированных систем управления, роботизированных пистолетов и автоматических линий для повышения эффективности, точности и стабильности процесса. Это также снижает воздействие человеческого фактора и повышает общую производительность.
- Восстановление порошка: Восстановление порошка — процесс сбора и повторного использования неиспользованного порошка после окончания процесса порошковой окраски. Циклонные сепараторы и системы восстановления позволяют сэкономить материал, уменьшая расходы и снижая воздействие на окружающую среду.
- Промывочная станция: Промывочная станция включена в технологический процесс порошковой окраски для удаления излишков порошка с поверхности изделий после нанесения. Это важный этап, который обеспечивает точность и чистоту окончательного покрытия, предотвращая возможные дефекты.
- Полиэфирная порошковая краска: Полиэфирная порошковая краска представляет собой разновидность порошковой краски, содержащую полиэфирные смолы. Этот вид краски характеризуется высокой термостойкостью и устойчивостью к воздействию ультрафиолетового излучения, что делает ее подходящей для применения в условиях повышенных температур.
- Поверхностная подготовка: Поверхностная подготовка включает в себя комплекс мероприятий для обеспечения оптимальных условий приложения порошкового покрытия. Это включает в себя удаление окислов, масел и других загрязнений, а также создание подходящей текстуры поверхности для обеспечения адгезии порошка.
- Противоударное покрытие: Противоударное покрытие — это особый вид порошкового покрытия, разработанный для обеспечения дополнительной стойкости поверхности изделия к механическим воздействиям, таким как удары и царапины. Этот тип покрытия находит широкое применение в автомобильной промышленности и производстве инструментов.
- Электрическая изоляция: Электрическая изоляция в контексте порошковой окраски обеспечивает создание защитного слоя на электрических компонентах. Это важно для предотвращения коротких замыканий и обеспечения эффективной работы электрических систем.
- Масляная пленка: Масляная пленка — это тонкий слой масла, используемый как промежуточное покрытие перед порошковой окраской. Этот слой помогает предотвратить коррозию и улучшает адгезию порошкового покрытия, особенно на металлических поверхностях.
- Электрическая проводимость: Электрическая проводимость порошкового покрытия важна в случаях, когда требуется электрический контакт с покрытой поверхностью. Регулируемость проводимости порошка может быть важным фактором при производстве электронных устройств или компонентов.
- Сверхпроводящий слой: Сверхпроводящие порошковые материалы используются в некоторых технических приложениях, где необходима минимальная потеря энергии. Создание сверхпроводящего слоя через порошковую окраску может быть важным шагом в разработке электронных и электротехнических устройств.
- Ультразвуковая очистка: Ультразвуковая очистка применяется для удаления загрязнений с поверхности изделий перед порошковой окраской. Этот метод обеспечивает более тщательную очистку и может быть особенно полезным в случаях, когда требуется высокая степень чистоты.
- Цветовая гамма: Цветовая гамма порошковых красок представляет собой широкий спектр цветов, доступных для окраски изделий. Разнообразие цветов позволяет выбирать оптимальное покрытие для эстетических и маркетинговых требований.
- Дозатор порошка: Дозатор порошка отвечает за точное и равномерное распределение порошка при его подаче в пистолет для порошковой окраски. Это важное устройство обеспечивает контролируемый расход материала, что влияет на конечное качество покрытия и экономию порошка.
- Электростатическое поле: Электростатическое поле создается в процессе электростатического нанесения порошковой краски. Это поле направляет движение заряженных частиц порошка, обеспечивая равномерное покрытие и высокую эффективность процесса.
- Электромагнитный клапан: Электромагнитный клапан регулирует поток порошка в системе, открывая или закрывая проход в зависимости от управляющего сигнала. Это устройство играет важную роль в точном контроле расхода порошка, обеспечивая стабильность процесса.
- Завеса воздуха: Завеса воздуха применяется в кабине для окраски для создания потока воздуха, предотвращающего попадание частиц порошка в окружающую среду. Это важно для безопасности работников и поддержания чистоты в рабочем пространстве.
- Полимерное покрытие: Полимерное покрытие формируется в процессе полимеризации порошкового слоя. Обладая высокой прочностью, устойчивостью к воздействию химических веществ и механическим воздействиям, полимерные покрытия находят применение в различных отраслях, где требуется долговечная защита.
- Термостойкость: Термостойкость порошковых красок определяет их способность выдерживать высокие температуры во время процесса полимеризации. Это критическое свойство обеспечивает эффективное формирование полимерного слоя и создание стойкого покрытия.
- Электронагреватель: Электронагреватель используется для нагрева воздуха в кабине для окраски и для обеспечения необходимой температуры при полимеризации порошкового покрытия. Точный контроль температуры важен для достижения оптимальных результатов окраски.
- Противокоррозийная защита: Порошковое покрытие широко используется для противокоррозийной защиты металлических поверхностей. Образуемый слой предотвращает воздействие влаги и агрессивных сред, предлагая эффективное средство защиты от коррозии.
- Сушка порошка: Сушка порошка — этап процесса, предшествующий полимеризации. В это время удаляется излишек порошка, не закрепившегося на изделии. Оптимальные условия сушки важны для обеспечения равномерности покрытия и предотвращения дефектов.
- Регулировка распыления: Регулировка распыления порошка в порошковом пистолете позволяет адаптировать процесс окраски под конкретные требования. Это включает в себя регулировку расхода порошка, формирование облака порошка и другие параметры, влияющие на качество покрытия.
- Электростатическая фиксация: Электростатическая фиксация является моментом, когда заряженные частицы порошка электростатически притягиваются и фиксируются на поверхности изделия. Это обеспечивает равномерное и прочное покрытие, являясь ключевым этапом электростатического нанесения порошковой краски.