
Печь для порошковой краски — это оборудование, используемое для полимеризации порошкового покрытия на различных изделиях. Такие печи обеспечивают равномерный нагрев деталей, покрытых порошковой краской, что способствует плавлению порошка и образованию прочного, устойчивого к износу покрытия.
Вот основные моменты, которые стоит учитывать при выборе и использовании печи для порошковой краски:
Типы печей:
- Конвекционные печи:
- Используют горячий воздух для нагрева изделия.
- Подходят для крупных производств.
- Более длительное время нагрева, но равномерное распределение температуры.
- Инфракрасные печи:
- Используют инфракрасные лампы для быстрого нагрева поверхности изделия.
- Могут быть более энергоэффективными.
- Подходят для мелких и средних деталей.
- Комбинированные печи:
- Сочетают в себе преимущества конвекционных и инфракрасных печей.
- Позволяют достичь оптимального баланса между скоростью нагрева и качеством покрытия.
Основные характеристики:
- Температурный диапазон: Обычно от 160 до 220 градусов Цельсия, в зависимости от типа порошковой краски.
- Время полимеризации: Обычно составляет от 10 до 30 минут.
- Размеры камеры: Зависит от размеров изделий, которые необходимо покрыть.
- Энергопотребление: Важно учитывать для оценки экономической эффективности.
- Система вентиляции: Обеспечивает удаление испарений и равномерное распределение температуры.
Преимущества использования порошковой краски:
- Экологичность: Отсутствие летучих органических соединений (ЛОС).
- Прочность и долговечность: Устойчивость к коррозии, химическим веществам и механическим повреждениям.
- Разнообразие цветовых решений: Возможность получения различных текстур и оттенков.
Процесс работы:
- Подготовка поверхности: Очистка и обезжиривание изделия для обеспечения адгезии краски.
- Нанесение порошковой краски: Используется специальное оборудование для равномерного нанесения.
- Полимеризация в печи: Изделие помещается в печь для плавления и затвердевания покрытия.
- Охлаждение: После полимеризации изделие охлаждается до комнатной температуры.
Советы по выбору печи:
- Определите размеры и типы изделий, которые вы планируете окрашивать.
- Рассмотрите объем производства и выберите печь, соответствующую вашим потребностям.
- Убедитесь в наличии достаточного пространства для установки и обслуживания печи.
- Проверьте возможности регулировки температуры и времени полимеризации для работы с различными типами порошков.
История и развитие порошковой покраски
История порошковой покраски начинается в середине XX века, когда развитие технологий и материалов позволило инженерам разработать новые методы нанесения покрытий. Впервые порошковая покраска стала применяться в промышленности в 1950-х годах в Европе, и с тех пор ее популярность неуклонно росла. Первоначально технологии были ограничены использованием термопластичных материалов, но с развитием химии полимеров начали применяться термореактивные порошки, которые позволили значительно расширить область применения этой технологии.
Преимущества и недостатки порошковой покраски
Преимущества:
- Экологичность: Порошковая покраска практически не выделяет летучих органических соединений (ЛОС) и других вредных веществ в атмосферу, что делает её безопасной для окружающей среды и персонала.
- Экономичность: Высокая степень использования материала (до 98%) позволяет значительно снизить производственные затраты. Нерасходованный порошок можно собирать и повторно использовать.
- Долговечность покрытия: Порошковые покрытия отличаются высокой стойкостью к механическим повреждениям, коррозии, химическим воздействиям и ультрафиолетовому излучению.
- Разнообразие текстур и цветов: Возможность получения различных декоративных эффектов, текстур и оттенков, что расширяет дизайнерские возможности.
Недостатки:
- Ограничения по материалам: Порошковая покраска не подходит для всех типов материалов, особенно для тех, которые не выдерживают высокие температуры полимеризации.
- Сложность оборудования: Для организации линии порошковой покраски требуется специализированное оборудование и квалифицированный персонал.
- Подготовка поверхности: Требует тщательной подготовки поверхности, что может увеличивать затраты времени и ресурсов.
Основные компоненты линии порошковой покраски

Линия порошковой покраски состоит из нескольких ключевых компонентов, каждый из которых выполняет важную роль в процессе нанесения покрытия. Рассмотрим каждый из них подробнее.
Камеры напыления
Камеры напыления являются основным элементом, где непосредственно происходит процесс нанесения порошкового покрытия на изделие. Они представляют собой замкнутые пространства, оборудованные системами подачи порошка и воздушной вентиляции.
- Типы камер:
- Циклонные: Используют центробежные силы для отделения порошка от воздуха, обеспечивая его повторное использование.
- Каскадные: Обеспечивают более равномерное распределение порошка благодаря многоступенчатой системе фильтрации.
- Особенности конструкции:
- Вентиляция и фильтрация воздуха, предотвращающие распространение порошка за пределы камеры.
- Автоматические системы очистки для поддержания постоянной чистоты внутри камеры.
- Регулируемые параметры температуры и влажности для оптимальных условий нанесения покрытия.
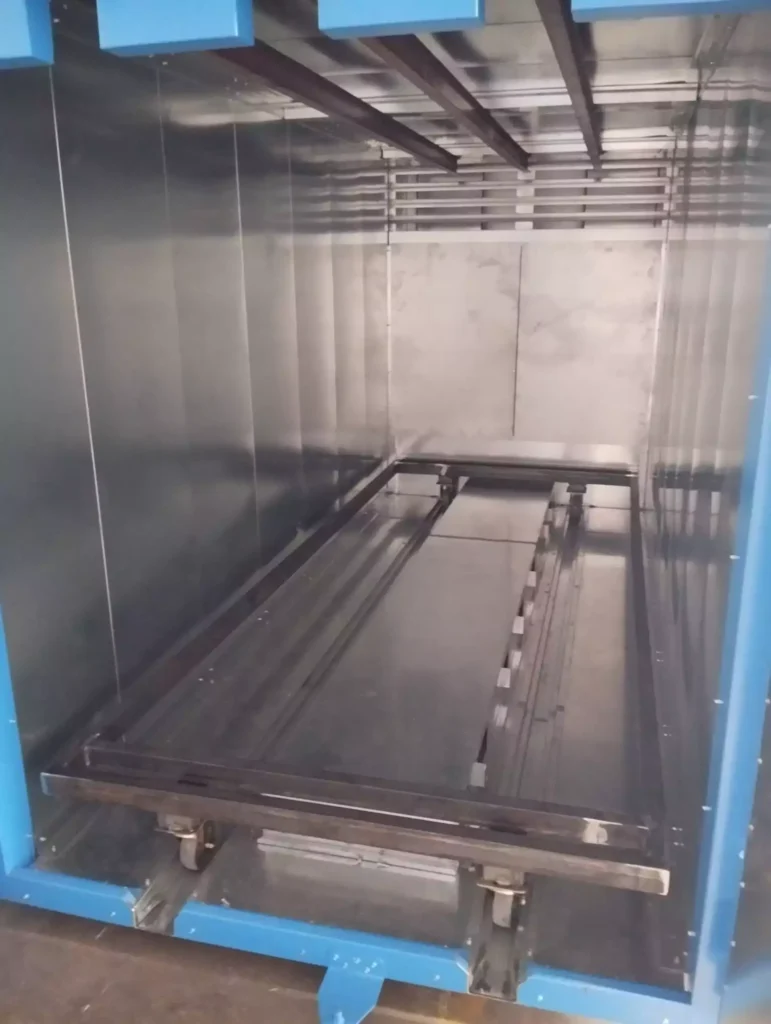
Печи полимеризации
Печи полимеризации служат для закрепления нанесенного порошкового покрытия. В процессе полимеризации порошок плавится и образует прочное и ровное покрытие.
- Типы печей:
- Конвекционные: Используют циркуляцию горячего воздуха для равномерного нагрева изделия.
- Инфракрасные: Применяют инфракрасное излучение для более быстрого нагрева и полимеризации.
- Комбинированные: Сочетают в себе элементы конвекционного и инфракрасного нагрева.
- Технические характеристики:
- Регулируемая температура и время выдержки для различных типов покрытий.
- Энергоэффективность и системы рекуперации тепла для снижения энергозатрат.
- Автоматические системы управления для оптимизации процесса полимеризации.
Установки порошковой покраски
Установки порошковой покраски представляют собой комплекс оборудования, включающего в себя системы подачи и нанесения порошка, а также устройства управления процессом.
- Основные компоненты:
- Пистолеты-распылители: Обеспечивают равномерное распределение порошка по поверхности изделия.
- Системы подачи порошка: Включают в себя бункеры для хранения и транспортировки порошка.
- Контрольные панели: Позволяют регулировать параметры нанесения, такие как давление, расход порошка и скорость подачи.
- Преимущества:
- Высокая степень автоматизации и возможность интеграции в общую производственную линию.
- Гибкость настройки для обработки различных типов изделий.
- Возможность работы с несколькими цветами и типами порошков.
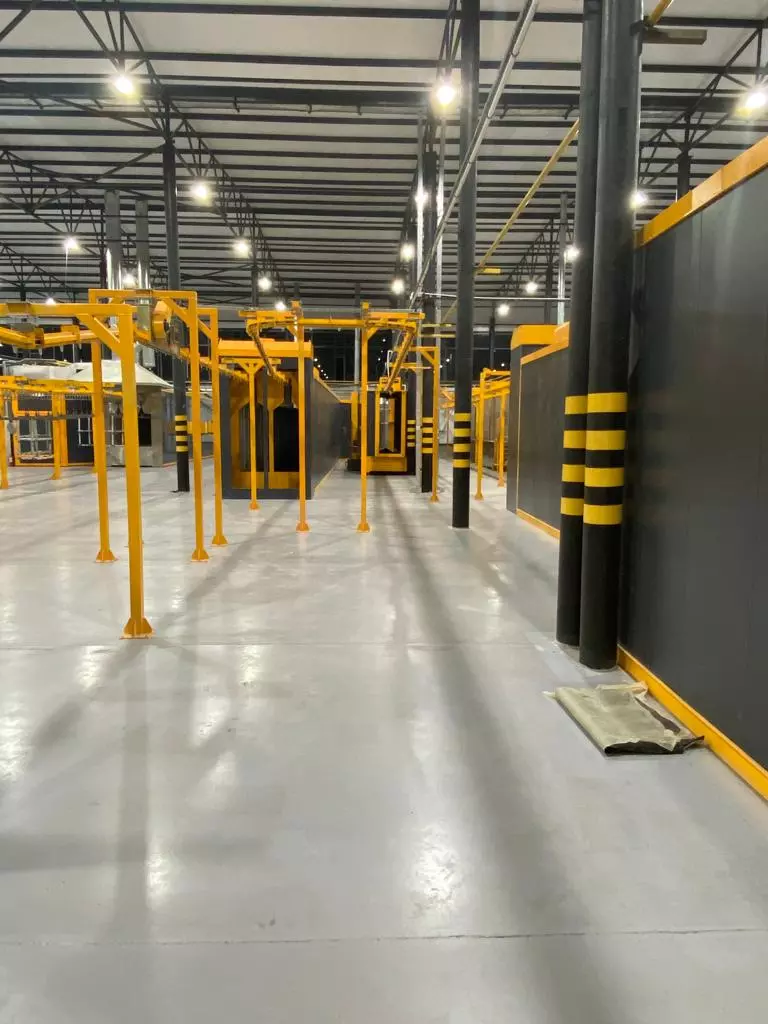
Конвейеры и транспортные системы
Конвейеры и транспортные системы обеспечивают перемещение изделий между различными этапами процесса порошковой покраски. Они играют ключевую роль в автоматизации производственной линии и повышении её эффективности.
- Типы конвейеров:
- Подвесные: Наиболее распространены в линиях порошковой покраски, обеспечивают непрерывное перемещение изделий.
- Напольные: Используются для тяжелых и крупногабаритных изделий.
- Модульные: Позволяют гибко настраивать конфигурацию линии под конкретные производственные нужды.
- Технические особенности:
- Системы регулировки скорости движения для оптимизации производительности.
- Возможность интеграции с системами управления процессом и мониторинга.
- Надежность и долговечность конструкций, обеспечивающих минимальные затраты на техническое обслуживание.
Технические аспекты оборудования
Технические аспекты оборудования для порошковой покраски включают в себя выбор материалов, технологические параметры и влияние этих параметров на качество конечного покрытия. Эти аспекты являются критически важными для достижения высоких стандартов качества и эффективности производства.
Материалы и их совместимость
Выбор материалов для порошковой покраски зависит от требований к конечному изделию, условий эксплуатации и специфики производства.
- Основные материалы:
- Металлы: Сталь, алюминий, цинк и их сплавы наиболее часто подвергаются порошковой покраске благодаря хорошей адгезии и термостойкости.
- Пластики: Используются специальные термостойкие порошки для покрытия пластиковых изделий, выдерживающих высокие температуры полимеризации.
- Композиты: Порошковая покраска применяется для обработки композитных материалов в тех случаях, когда они способны выдержать температурные условия процесса.
- Совместимость порошков:
- Порошковые покрытия делятся на термопластичные и термореактивные, каждый из которых имеет свои особенности и область применения.
- Совместимость материалов и покрытий оценивается на этапе разработки технологического процесса, учитывая химическую стойкость, адгезию и физико-механические свойства.
Технологические параметры
Оптимизация технологических параметров процесса порошковой покраски является ключевым фактором для достижения желаемых характеристик покрытия.
- Основные параметры:
- Температура и время полимеризации: Критически важные факторы, влияющие на адгезию, прочность и стойкость покрытия.
- Толщина слоя: Зависит от требований к защитным и декоративным свойствам покрытия.
- Скорость нанесения: Определяется конфигурацией оборудования и типом изделий.
- Управление параметрами:
- Современные системы управления позволяют автоматически регулировать технологические параметры, адаптируясь к изменяющимся условиям и требованиям.
- Использование датчиков и систем мониторинга обеспечивает точность и стабильность процесса, снижая риск отклонений и дефектов.
Влияние параметров на качество покрытия
Качество порошкового покрытия зависит от множества факторов, и понимание влияния технологических параметров позволяет оптимизировать процесс для достижения наилучших результатов.
- Основные факторы влияния:
- Адгезия: Обеспечивается правильной подготовкой поверхности и оптимальными условиями нанесения.
- Толщина и ровность слоя: Достигаются за счет точной настройки оборудования и контроля процесса.
- Стойкость к внешним воздействиям: Зависит от выбора материалов и точности соблюдения технологических режимов.
- Контроль качества:
- Используются методы неразрушающего контроля, такие как тестирование на адгезию, твердость и устойчивость к коррозии.
- Регулярный мониторинг и калибровка оборудования обеспечивают стабильность процесса и минимизацию брака.
Процесс порошковой покраски
Процесс порошковой покраски включает несколько последовательных этапов, каждый из которых имеет свои особенности и требования к выполнению.
Подготовка поверхности
Подготовка поверхности является одним из ключевых этапов, влияющих на качество и долговечность покрытия. Неправильная подготовка может привести к дефектам, таким как отслаивание или плохая адгезия.
- Основные методы подготовки:
- Механическая обработка: Пескоструйная или дробеструйная обработка для удаления окалин, ржавчины и старых покрытий.
- Химическая очистка: Применение растворов для удаления загрязнений и улучшения адгезии.
- Фосфатирование: Создание защитного слоя для улучшения сцепления покрытия с поверхностью.
- Требования к подготовке:
- Поверхность должна быть чистой, сухой и свободной от масел и загрязнений.
- Равномерность обработки и отсутствие остатков химических веществ после очистки.
Нанесение порошкового покрытия
Процесс нанесения порошкового покрытия происходит в камерах напыления с использованием специализированного оборудования.
- Этапы нанесения:
- Зарядка порошка: Порошок получает электростатический заряд, что позволяет ему равномерно оседать на поверхности изделия.
- Распыление: Используются пистолеты-распылители для равномерного нанесения порошка.
- Контроль слоя: Обеспечивается соблюдением заданной толщины покрытия.
- Требования к нанесению:
- Равномерность и однородность слоя без наплывов и пропусков.
- Оптимальная толщина покрытия в зависимости от требований к изделию.
- Минимизация потерь порошка и его повторное использование.
Полимеризация
Полимеризация является заключительным этапом процесса, в ходе которого порошок плавится и образует прочное покрытие.
- Этапы полимеризации:
- Нагрев: Изделие нагревается до заданной температуры в печи полимеризации.
- Выдержка: Поддержание температуры в течение определенного времени для полного отверждения покрытия.
- Охлаждение: Постепенное снижение температуры для предотвращения термических деформаций.
- Требования к полимеризации:
- Соблюдение температурного режима и времени выдержки для обеспечения прочности и адгезии покрытия.
- Равномерное распределение температуры внутри печи.
- Предотвращение перегрева и недополимеризации.
Типы оборудования для порошковой покраски
Оборудование для порошковой покраски представлено в широком ассортименте, от ручных установок до полностью автоматизированных линий. Выбор конкретного типа оборудования зависит от объема производства, специфики изделий и требований к качеству покрытия.
Ручные и автоматизированные системы
- Ручные системы: Подходят для малых и средних объемов производства, позволяют обрабатывать изделия сложной формы и небольшие партии. Основные преимущества ручных систем — гибкость и универсальность. Оператор может вручную регулировать параметры нанесения, адаптируясь к различным типам изделий.
- Автоматизированные системы: Предназначены для крупных производств с высокими требованиями к скорости и качеству обработки. Автоматизация позволяет значительно повысить производительность и снизить влияние человеческого фактора на процесс. Автоматизированные линии включают в себя роботизированные пистолеты-распылители, автоматические системы подачи и транспортировки, а также комплексное управление процессом через программное обеспечение.
Стационарные и передвижные установки
- Стационарные установки: Используются на крупных производственных площадках с постоянной загрузкой. Они обеспечивают высокую производительность и качество покрытия благодаря стабильным условиям процесса и использованию современных технологий. Стационарные установки часто интегрируются в общую производственную линию, обеспечивая непрерывное производство.
- Передвижные установки: Применяются для покраски крупногабаритных и тяжеловесных изделий на месте их установки. Это позволяет снизить затраты на транспортировку изделий и увеличить гибкость производства. Передвижные установки часто используются в строительстве, машиностроении и других отраслях, где необходимо обрабатывать крупные объекты.
Специальные решения для различных отраслей
- Автомобильная промышленность: Оборудование для покраски автомобилей и их комплектующих включает в себя высокоточные автоматизированные линии, обеспечивающие превосходное качество покрытия и соответствие строгим стандартам.
- Строительство: Покраска строительных материалов и конструкций требует использования специализированного оборудования для обработки металлов, бетона и композитов.
- Электронная промышленность: Порошковая покраска применяется для защиты и декорирования корпусов электронных устройств, требующих высокой точности нанесения и устойчивости к воздействиям окружающей среды.
Современные технологии и инновации
Современные технологии и инновации в области порошковой покраски постоянно развиваются, предлагая новые решения для повышения эффективности, качества и экологичности производственного процесса.
Энергосбережение и экологичность
- Энергоэффективные системы: Современные печи полимеризации и камеры напыления оснащаются системами рекуперации тепла, что позволяет значительно снизить энергопотребление. Использование энергоэффективных компонентов и технологий позволяет сократить затраты на электроэнергию и уменьшить воздействие на окружающую среду.
- Снижение выбросов: Порошковая покраска отличается низким уровнем выбросов ЛОС и других вредных веществ, что делает её более экологически чистой по сравнению с традиционными методами окраски. Современные системы фильтрации и вентиляции дополнительно способствуют снижению загрязнения воздуха в производственных помещениях.
Интеллектуальные системы управления
- Автоматизация и контроль: Интеллектуальные системы управления позволяют автоматизировать процесс порошковой покраски, минимизируя влияние человеческого фактора и повышая точность исполнения. Использование датчиков, систем мониторинга и аналитики данных позволяет оптимизировать процесс, снижая затраты и улучшая качество продукции.
- Интеграция с ERP и MES: Современное оборудование для порошковой покраски может интегрироваться с корпоративными системами управления ресурсами (ERP) и производственными исполнительными системами (MES), что позволяет более эффективно управлять производственными процессами и ресурсами.
Новые материалы и их возможности
- Наноматериалы: Использование наноматериалов в порошковых покрытиях открывает новые возможности для улучшения их характеристик. Наноматериалы могут улучшать адгезию, прочность и устойчивость к внешним воздействиям, а также добавлять новые функциональные свойства.
- Экологически чистые покрытия: Разработка новых экологически чистых материалов позволяет создавать покрытия, которые не только защищают изделия, но и минимально воздействуют на окружающую среду.
Техническое обслуживание и безопасность
Эффективное техническое обслуживание и обеспечение безопасности на производстве являются важными аспектами успешного использования оборудования для порошковой покраски.
Профилактическое обслуживание оборудования
- Плановое обслуживание: Регулярное плановое обслуживание позволяет поддерживать оборудование в исправном состоянии, предотвращая неполадки и сокращая время простоя. Плановое обслуживание включает в себя проверку и чистку фильтров, калибровку оборудования, замену изношенных компонентов и проведение тестов на производительность.
- Диагностика и ремонт: Современные системы мониторинга позволяют выявлять проблемы на ранних стадиях, что упрощает диагностику и ремонт оборудования. Использование диагностических инструментов и программного обеспечения помогает быстро находить и устранять неисправности, минимизируя затраты на ремонт и простой.
Безопасность на производстве
- Обучение персонала: Обучение сотрудников безопасным методам работы с оборудованием и материалами является ключевым элементом обеспечения безопасности на производстве. Персонал должен быть осведомлён о возможных рисках и уметь правильно реагировать на аварийные ситуации.
- Средства индивидуальной защиты: Использование средств индивидуальной защиты, таких как респираторы, защитные очки и перчатки, является обязательным при работе с порошковыми материалами и оборудованием.
- Безопасность процессов: Автоматизация и контроль процессов позволяют снизить риск возникновения аварийных ситуаций и обеспечить безопасность на производстве. Использование современных систем защиты, таких как автоматические выключатели и аварийные сигнальные устройства, помогает предотвратить несчастные случаи и снизить риск травматизма.
Проблемы и их решения
- Защита окружающей среды: Снижение воздействия на окружающую среду может быть достигнуто за счет использования более экологичных материалов и технологий. Установка систем фильтрации и вентиляции помогает минимизировать выбросы вредных веществ и загрязнение воздуха в производственных помещениях.
- Оптимизация затрат: Оптимизация производственных процессов и использование энергоэффективных технологий позволяют снизить затраты на электроэнергию и материалы, что положительно сказывается на общей экономике производства.
Заключение
Порошковая покраска — это современный и высокоэффективный метод нанесения покрытий, который предлагает множество преимуществ по сравнению с традиционными методами. Она обеспечивает высокое качество и долговечность покрытий, является экологически чистой и экономически выгодной технологией.
Перспективы развития порошковой покраски
- Инновации и новые технологии: Постоянное развитие технологий и материалов открывает новые возможности для порошковой покраски, делая её более эффективной, экологичной и доступной для различных отраслей промышленности.
- Рост рынка и применения: Спрос на порошковую покраску продолжает расти, особенно в автомобильной, строительной и электронной отраслях, что стимулирует развитие технологий и расширение ассортимента оборудования.
Рекомендации по выбору оборудования
- Определение потребностей: При выборе оборудования для порошковой покраски важно учитывать специфические потребности производства, такие как объём и тип изделий, требования к качеству покрытия и доступный бюджет.
- Сравнение предложений: Сравнение различных предложений на рынке, оценка их характеристик, стоимости и качества сервиса поможет сделать обоснованный выбор.
- Обеспечение поддержки: Выбор производителя, предлагающего качественную техническую поддержку и обслуживание, является важным фактором для обеспечения бесперебойной работы оборудования и достижения высоких результатов.
Компоненты линий порошковой покраски

Компоненты линии порошковой покраски играют ключевую роль в обеспечении эффективности и качества всего процесса нанесения покрытия. Каждая часть линии должна работать слаженно и синхронизировано, чтобы обеспечить равномерное и долговечное покрытие изделий. В этом разделе мы рассмотрим основные компоненты, такие как камеры напыления, печи полимеризации, установки порошковой покраски, конвейеры и системы транспортировки.
Компоненты линий порошковой покраски
1. Камеры напыления
Камеры напыления представляют собой важнейшую часть линии порошковой покраски, где происходит нанесение порошкового покрытия на поверхность изделия. Эти камеры специально разработаны для создания безопасной и контролируемой среды, которая позволяет эффективно распределять порошок по поверхности изделий.
Основные функции камер напыления:
- Контроль распределения порошка: Камеры оборудованы системами равномерного распределения порошка, что позволяет обеспечить высокое качество покрытия.
- Сбор и повторное использование порошка: Специальные системы фильтрации и рекуперации собирают излишки порошка для его повторного использования, что снижает затраты на материалы и уменьшает отходы.
- Безопасность: Камеры оснащены вентиляционными системами для удаления избытка порошка из воздуха и предотвращения его распространения за пределы камеры.
Виды камер напыления:
- Циклонные камеры: Используют центробежные силы для отделения порошка от воздуха, обеспечивая его повторное использование. Такие камеры обладают высокой эффективностью сбора порошка.
- Каскадные камеры: Обеспечивают более равномерное распределение порошка благодаря многоступенчатой системе фильтрации. Эти камеры подходят для сложных геометрий изделий и многослойных покрытий.
2. Печи полимеризации
Печи полимеризации используются для закрепления порошкового покрытия на изделии путем его нагрева до необходимой температуры. В процессе полимеризации порошок плавится и превращается в прочное и долговечное покрытие.
Основные характеристики печей полимеризации:
- Температура и время выдержки: Печи обеспечивают точный контроль температуры и времени полимеризации, что критично для достижения оптимальных свойств покрытия.
- Энергоэффективность: Современные печи оснащены системами рекуперации тепла и управления энергопотреблением, что снижает затраты на электроэнергию.
- Равномерный нагрев: Обеспечивается равномерное распределение температуры внутри печи, что предотвращает дефекты и обеспечивает стабильное качество покрытия.
Виды печей полимеризации:
- Конвекционные печи: Используют циркуляцию горячего воздуха для равномерного нагрева изделия. Подходят для большинства типов покрытий и изделий.
- Инфракрасные печи: Используют инфракрасное излучение для более быстрого и эффективного нагрева. Они особенно эффективны для изделий со сложной геометрией и небольших партий.
- Ультрафиолетовые печи: Применяются для полимеризации специальных порошков, которые отверждаются под воздействием ультрафиолетового излучения. Обеспечивают быстрое отверждение и минимальное воздействие на окружающую среду.
3. Установки порошковой покраски
Установки порошковой покраски включают в себя все необходимые элементы для нанесения порошкового покрытия на изделия. Они могут быть как ручными, так и автоматизированными, в зависимости от требований производства.
Основные компоненты установок:
- Пистолеты-распылители: Используются для нанесения порошка на изделие. Они могут быть ручными или автоматическими, обеспечивая разную степень контроля и скорости нанесения.
- Системы подачи порошка: Включают бункеры и насосы, обеспечивающие постоянную подачу порошка в пистолеты-распылители. Эти системы могут регулировать скорость и объем подачи порошка в зависимости от требований к покрытию.
- Системы управления: Контролируют все аспекты процесса покраски, включая давление воздуха, скорость подачи порошка и параметры напыления. Современные системы управления могут интегрироваться с другими элементами производственной линии, обеспечивая оптимизацию и автоматизацию процесса.
Типы установок:
- Ручные установки: Подходят для небольших производств и работы с изделиями сложной формы. Они обеспечивают гибкость и возможность настройки параметров вручную.
- Автоматизированные установки: Используются в крупных производствах для обеспечения высокой производительности и качества. Такие установки интегрируются в автоматизированные линии и обеспечивают точный контроль всех параметров процесса.
4. Конвейеры и транспортные системы
Конвейеры и транспортные системы играют ключевую роль в организации непрерывного процесса порошковой покраски. Они обеспечивают перемещение изделий между различными этапами процесса, такими как нанесение порошка и полимеризация.
Основные типы конвейеров:
- Подвесные конвейеры: Наиболее распространены в линиях порошковой покраски. Они обеспечивают постоянное движение изделий через всю линию и подходят для автоматизированных процессов.
- Напольные конвейеры: Используются для тяжелых и крупногабаритных изделий, которые невозможно перемещать подвесными системами. Они обеспечивают надежное и безопасное перемещение таких изделий через производственную линию.
- Модульные конвейеры: Позволяют гибко адаптировать конфигурацию линии под специфические производственные нужды. Они обеспечивают возможность быстрого изменения маршрута и скорости перемещения изделий.
Особенности транспортных систем:
- Скорость и точность: Современные конвейеры оснащены системами управления, которые позволяют регулировать скорость движения изделий и обеспечивать точное позиционирование для каждого этапа процесса.
- Интеграция с линией: Конвейеры могут интегрироваться с системами управления линией порошковой покраски, обеспечивая синхронизацию всех этапов процесса и минимизируя потери времени и ресурсов.
5. Системы подготовки поверхности
Подготовка поверхности перед нанесением порошкового покрытия является критически важным этапом, который напрямую влияет на качество и долговечность покрытия.
Основные методы подготовки поверхности:
- Механическая обработка: Включает пескоструйную или дробеструйную обработку для удаления ржавчины, окалин и других загрязнений. Этот метод обеспечивает шероховатость поверхности, которая улучшает адгезию покрытия.
- Химическая очистка: Применение химических растворов для удаления масел, жиров и других загрязнений, которые могут препятствовать адгезии порошкового покрытия.
- Фосфатирование и хроматирование: Создание защитного слоя на поверхности изделия, который улучшает адгезию и стойкость покрытия к коррозии.
Оборудование для подготовки поверхности:
- Пескоструйные камеры: Оборудованы системами подачи абразива и вентиляции для эффективного удаления загрязнений и подготовки поверхности.
- Мойки и промывочные машины: Используются для химической очистки и обезжиривания поверхности перед нанесением порошкового покрытия.
- Сушки и сушильные камеры: Обеспечивают полное высыхание поверхности после подготовки, что предотвращает дефекты покрытия.
6. Системы управления и автоматизации
Современные линии порошковой покраски оснащены интеллектуальными системами управления и автоматизации, которые обеспечивают оптимизацию и контроль всех этапов процесса.
Основные функции систем управления:
- Контроль параметров: Автоматическая регулировка температуры, давления, скорости и других параметров процесса для достижения стабильного качества покрытия.
- Мониторинг и диагностика: Системы мониторинга обеспечивают постоянное наблюдение за состоянием оборудования и процессами, что позволяет быстро реагировать на отклонения и предотвращать поломки.
- Интеграция с производственной системой: Возможность интеграции с системами управления производством (ERP и MES) для оптимизации ресурсов и повышения эффективности производства.
7. Оборудование для контроля качества
Контроль качества является важной частью процесса порошковой покраски, обеспечивающей соответствие покрытия заданным требованиям.
Основные методы контроля качества:
- Визуальный осмотр: Проверка поверхности на наличие дефектов, таких как пузыри, трещины и неравномерность покрытия.
- Измерение толщины покрытия: Используются специальные приборы для точного измерения толщины слоя покрытия и его соответствия техническим требованиям.
- Тестирование на адгезию и устойчивость: Проверка покрытия на устойчивость к механическим и химическим воздействиям, а также его адгезионные свойства.
Оборудование для контроля качества:
- Толщиномеры: Приборы для измерения толщины покрытия с высокой точностью и возможностью работы с различными материалами.
- Тестеры адгезии: Оборудование для проверки прочности сцепления покрытия с поверхностью изделия.
- Камеры искусственного старения: Используются для моделирования условий эксплуатации и проверки устойчивости покрытия к различным внешним воздействиям.
Эти компоненты совместно обеспечивают эффективное и качественное выполнение всех этапов порошковой покраски. Каждая часть линии играет важную роль в обеспечении надежности и долговечности покрытий, а также в достижении высокой производительности и экономичности процесса.
Какие есть типы камер?

В порошковой покраске камеры напыления играют важнейшую роль, так как именно в них происходит непосредственное нанесение порошкового покрытия на изделия. Существуют различные типы камер напыления, каждая из которых предназначена для специфических условий работы и различных производственных задач. Рассмотрим основные типы камер, их особенности и преимущества.
Типы камер для порошковой покраски
1. Циклонные камеры
Циклонные камеры используют центробежные силы для отделения излишков порошка от воздуха. Этот процесс осуществляется благодаря специальной конструкции камеры, в которой воздух с частицами порошка закручивается в вихрь, что позволяет эффективно отделять частицы и возвращать их в систему для повторного использования.
Преимущества циклонных камер:
- Высокая степень рекуперации порошка: До 95% излишков порошка может быть возвращено в процесс, что значительно снижает затраты на материалы и минимизирует отходы.
- Эффективность: Быстрое и равномерное нанесение порошка на изделие благодаря постоянному обновлению и равномерному распределению порошка внутри камеры.
- Экономия: Снижение эксплуатационных расходов благодаря повторному использованию порошка и уменьшению затрат на его утилизацию.
Недостатки циклонных камер:
- Сложность конструкции: Требует более сложного оборудования и квалифицированного обслуживания по сравнению с другими типами камер.
- Ограничения по типу порошков: Циклонные камеры лучше всего работают с мелкодисперсными порошками и могут иметь трудности с более тяжелыми или крупными частицами.
2. Каскадные камеры
Каскадные камеры используют многоступенчатую систему фильтрации, что позволяет обеспечить более равномерное распределение порошка и качественное нанесение покрытия. Такие камеры идеально подходят для работы с изделиями сложной формы или для нанесения многослойных покрытий.
Преимущества каскадных камер:
- Равномерность покрытия: Благодаря многоступенчатой фильтрации достигается высокая однородность и ровность покрытия даже на изделиях сложной формы.
- Гибкость в использовании: Подходят для различных типов изделий и могут адаптироваться под специфические требования к покрытию.
- Качество: Высокая точность нанесения и стабильность качества покрытия, что делает их идеальными для обработки ответственных изделий.
Недостатки каскадных камер:
- Стоимость: Более высокая стоимость оборудования и эксплуатации по сравнению с другими типами камер из-за сложной конструкции и необходимости регулярной замены фильтров.
- Затраты на фильтры: Постоянная замена и обслуживание фильтров может увеличить операционные расходы.
3. Камеры с плоскими фильтрами
Камеры с плоскими фильтрами используют плоские фильтры для улавливания излишков порошка, которые затем могут быть возвращены в систему. Эти камеры часто применяются на производствах с высокой скоростью работы и большими объемами продукции.
Преимущества камер с плоскими фильтрами:
- Простота конструкции: Упрощенная конструкция по сравнению с циклонными и каскадными камерами, что облегчает их обслуживание и эксплуатацию.
- Экономичность: Повышенная экономия за счет эффективного улавливания и повторного использования порошка.
- Высокая производительность: Подходят для крупных производственных линий благодаря способности обрабатывать большое количество изделий за короткое время.
Недостатки камер с плоскими фильтрами:
- Ограничения по типу изделий: Не всегда подходят для изделий сложной формы, так как плоские фильтры могут ограничивать равномерность нанесения на труднодоступные поверхности.
- Засорение фильтров: Возможность быстрого засорения фильтров при работе с определенными типами порошков или в условиях высокой влажности.
4. Камеры с сухой фильтрацией
Камеры с сухой фильтрацией используют тканевые или бумажные фильтры для улавливания излишков порошка. Они просты в эксплуатации и обеспечивают достаточную степень очистки воздуха в камере.
Преимущества камер с сухой фильтрацией:
- Экологичность: Использование сухой фильтрации позволяет минимизировать выбросы в окружающую среду и снизить потребление энергии.
- Простота в обслуживании: Легкость замены фильтров и отсутствие необходимости в сложных системах очистки.
- Доступность: Более низкая стоимость по сравнению с другими типами камер, что делает их доступными для малых и средних производств.
Недостатки камер с сухой фильтрацией:
- Ограниченная рекуперация порошка: Более низкий процент возвращаемого порошка по сравнению с циклонными или каскадными системами.
- Частая замена фильтров: Потребность в регулярной замене фильтров может увеличить эксплуатационные расходы.
5. Водяные камеры
Водяные камеры используют водяные завесы для улавливания излишков порошка. Такие системы часто применяются на производствах, где важно предотвратить попадание порошка в окружающую среду.
Преимущества водяных камер:
- Высокая эффективность очистки воздуха: Водяные завесы эффективно улавливают излишки порошка, предотвращая их распространение за пределы камеры.
- Безопасность: Минимизация выбросов в атмосферу и снижение риска загрязнения воздуха в рабочем помещении.
- Эффективное охлаждение: Вода может использоваться для охлаждения камеры, что снижает риск перегрева оборудования и увеличивает срок его службы.
Недостатки водяных камер:
- Затраты на обслуживание: Необходимость регулярного обслуживания и очистки системы водяных завес может увеличить затраты на эксплуатацию.
- Потребление воды: Значительное потребление воды может стать проблемой в условиях ограниченных ресурсов или строгих экологических норм.
6. Комбинированные камеры
Комбинированные камеры сочетают в себе несколько технологий фильтрации, что позволяет адаптироваться к различным условиям и требованиям производства. Такие камеры могут включать элементы циклонной, каскадной и других систем фильтрации.
Преимущества комбинированных камер:
- Гибкость: Возможность настройки под специфические нужды производства и адаптации к изменяющимся условиям работы.
- Высокая эффективность: Обеспечивают оптимальное сочетание скорости нанесения и качества покрытия.
- Адаптивность: Подходят для широкого спектра изделий и типов порошков, что делает их универсальными для различных производств.
Недостатки комбинированных камер:
- Стоимость: Более высокая стоимость оборудования и эксплуатации по сравнению с однофункциональными камерами.
- Сложность настройки: Требуют более сложной настройки и управления из-за использования нескольких технологий фильтрации.
Каждый тип камеры для порошковой покраски обладает своими преимуществами и недостатками, и выбор конкретной системы зависит от специфики производства, типа изделий и требований к качеству покрытия. Основными факторами выбора являются объемы производства, сложность геометрии изделий, требования к экологии и экономическим аспектам.
Цены на камеры

Стоимость камер для порошковой покраски может варьироваться в зависимости от множества факторов, включая тип камеры, её производительность, сложность конструкции и дополнительные функции. В этом ответе я рассмотрю примерные диапазоны цен для различных типов камер и что влияет на их стоимость.
Цены на камеры для порошковой покраски
1. Циклонные камеры
Циклонные камеры являются одними из наиболее популярных благодаря своей высокой эффективности рекуперации порошка.
- Средняя стоимость:
Цены на циклонные камеры начинаются от $10,000 и могут достигать $50,000 и выше. - Факторы, влияющие на стоимость:
- Размер и производительность: Камеры большего размера и с более высокой производительностью стоят дороже.
- Материалы и конструкция: Использование более качественных материалов и сложных конструкций увеличивает стоимость.
- Автоматизация: Наличие автоматических систем управления и интеграции с производственной линией может значительно повысить цену.
2. Каскадные камеры
Каскадные камеры обеспечивают высокое качество покрытия благодаря многоступенчатой системе фильтрации.
- Средняя стоимость:
Цены на каскадные камеры обычно начинаются от $15,000 и могут доходить до $60,000 и выше. - Факторы, влияющие на стоимость:
- Сложность фильтрации: Более сложные системы фильтрации стоят дороже.
- Энергоэффективность: Камеры с улучшенной энергоэффективностью имеют более высокую стоимость.
- Специфические требования: Дополнительные требования, такие как высокая устойчивость к химическим веществам или специальная конструкция для сложных изделий, увеличивают цену.
3. Камеры с плоскими фильтрами
Камеры с плоскими фильтрами являются более простыми в конструкции и эксплуатации.
- Средняя стоимость:
Цены на такие камеры варьируются от $8,000 до $40,000. - Факторы, влияющие на стоимость:
- Тип фильтров: Качество и количество фильтров могут значительно повлиять на стоимость.
- Скорость обработки: Камеры, рассчитанные на высокую скорость обработки, обычно дороже.
- Дополнительные функции: Наличие дополнительных функций, таких как автоматическая замена фильтров, может повысить цену.
4. Камеры с сухой фильтрацией
Камеры с сухой фильтрацией используют более простые методы очистки воздуха и порошка.
- Средняя стоимость:
Цены на камеры с сухой фильтрацией варьируются от $5,000 до $30,000. - Факторы, влияющие на стоимость:
- Тип и количество фильтров: Более качественные фильтры увеличивают стоимость камеры.
- Простота конструкции: Более простая конструкция снижает затраты на производство и цену.
- Производительность: Камеры с высокой производительностью и большим объёмом работы имеют более высокую цену.
5. Водяные камеры
Водяные камеры часто используются в условиях, где необходимо предотвратить выбросы порошка в окружающую среду.
- Средняя стоимость:
Цены на водяные камеры начинаются от $20,000 и могут достигать $70,000 и выше. - Факторы, влияющие на стоимость:
- Система водяных завес: Сложность и качество системы водяных завес влияют на цену.
- Энергоэффективность: Камеры с более высокой энергоэффективностью стоят дороже.
- Экологические требования: Устройства, соответствующие строгим экологическим нормам, могут быть дороже.
6. Комбинированные камеры
Комбинированные камеры сочетают несколько технологий фильтрации и часто используются для специфических задач.
- Средняя стоимость:
Цены на комбинированные камеры обычно начинаются от $25,000 и могут доходить до $100,000 или выше. - Факторы, влияющие на стоимость:
- Комплексность технологий: Чем больше различных технологий используется в камере, тем выше её стоимость.
- Гибкость настройки: Возможность настройки под различные задачи и требования повышает цену.
- Поддержка и интеграция: Наличие интеграции с другими системами и поддержка производственного процесса могут увеличить стоимость.
Основные факторы, влияющие на стоимость камер
- Производительность и размер: Более крупные и производительные камеры, как правило, стоят дороже.
- Материалы и качество сборки: Высококачественные материалы и надёжная конструкция увеличивают стоимость.
- Уровень автоматизации: Камеры с высоким уровнем автоматизации и интеграцией с производственными линиями обычно имеют более высокую цену.
- Энергоэффективность: Камеры с улучшенной энергоэффективностью могут быть дороже из-за использования более сложных технологий и систем.
- Сложность фильтрации и очистки: Камеры с более сложными системами фильтрации и очистки стоят дороже из-за необходимости в дополнительных компонентах и технологиях.
- Экологические и технические требования: Камеры, соответствующие строгим экологическим и техническим стандартам, могут иметь более высокую стоимость.
- Производитель и гарантия: Продукция от известных производителей с длительной гарантией часто стоит дороже, но при этом обеспечивает лучшее качество и надёжность.
Эти цены являются ориентировочными и могут варьироваться в зависимости от региона, производителя и конкретных условий поставки. При выборе камеры для порошковой покраски важно учитывать не только начальную стоимость, но и затраты на эксплуатацию и обслуживание, а также возможность интеграции с существующей производственной линией.
Оборудование для Порошковой Покраски
Приветствуем вас в увлекательном мире инновационных технологий и высокоточного оборудования для порошковой покраски! Представляем вам фирму «EMS Оборудование для Порошковой Покраски» – ваш надежный партнер в создании безупречных поверхностей и долговечных покрытий.
Наши ключевые продукты:
- Печи Полимеризации: Наши высокотехнологичные печи представляют собой идеальное сочетание эффективности и энергосбережения. Они обеспечивают равномерное и стабильное полимеризационное покрытие, придавая вашим изделиям непревзойденную прочность и стойкость к воздействию окружающей среды.
- Камеры Нанесения Порошковой Покраски: Наши камеры обеспечивают идеальное распределение порошка, создавая гладкие и ровные покрытия. Они оснащены передовыми технологиями, что позволяет достичь выдающихся результатов даже в самых сложных задачах.
- Линии Порошковой и Жидкой Покраски: Наши комплексные линии покраски предназначены для максимальной производительности и эффективности. Мы предлагаем интегрированные решения для порошковой и жидкой покраски, обеспечивая вам широкие возможности в области выбора и кастомизации.
- Запчасти для Пистолетов Gema, Wagner и Nordson: Наш ассортимент включает в себя высококачественные запчасти, которые гарантируют бесперебойную работу пистолетов от ведущих производителей, таких как Gema, Wagner и Nordson. Надежность и долговечность – вот то, что делает нас вашим надежным поставщиком.
- Автоматические Линии Покраски: Преобразуйте свой производственный процесс с нашими автоматическими линиями покраски. Они обеспечивают высокую степень автоматизации, сокращая время и затраты, при этом сохраняя высокое качество покрытий.
Почему выбирают нас?
- Технологическое Превосходство: Мы всегда на шаг впереди, предлагая передовые технологии и инновационные решения.
- Качество и Надежность: Наши продукты проходят строгий контроль качества, гарантируя долгий срок службы и выдающиеся результаты.
- Индивидуальный Подход: Мы ценим уникальные потребности каждого клиента и предлагаем решения, точно соответствующие вашим требованиям.
- Обширный Ассортимент: Наш ассортимент включает в себя все необходимое – от оборудования до запчастей, позволяя вам сосредоточиться на самом важном – вашем производстве.
Присоединяйтесь к числу успешных предприятий, выбравших «EMS Оборудование для Порошковой Покраски» – ваш путь к безупречным поверхностям и высочайшему качеству покрытий начинается здесь.
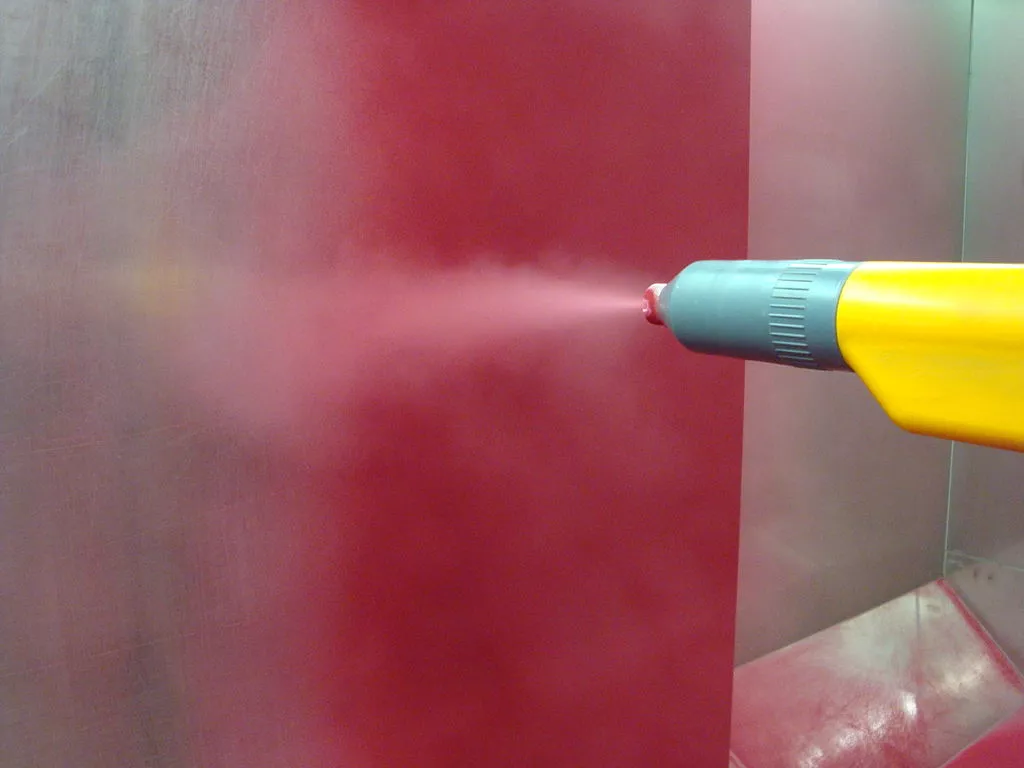
- Пистолет для порошковой покраски: Пневматический порошковой пистолет, оборудованный электростатическим аппаратом, предназначен для эффективного и равномерного нанесения порошковой краски на различные поверхности. Он оснащен системой регулировки расхода порошка и обеспечивает высокую точность контроля толщины покрытия.
- Кабина для порошковой покраски: Современная кабина для порошковой покраски представляет собой высокотехнологичное оборудование с системой эффективной вентиляции, обеспечивающей равномерное распределение порошка внутри. Она оснащена фильтрами для минимизации выбросов и обеспечения чистоты окружающей среды.
- Порошковая краска: Инновационные формулы полимерных порошковых красок обеспечивают высокую стойкость к воздействию агрессивных сред, а также разнообразие оттенков. Электростатическое нанесение порошков позволяет достичь равномерного и прочного покрытия на металлических поверхностях.
- Система подачи порошка: Автоматизированные системы подачи порошка включают в себя точные дозаторы, контролирующие расход порошка в реальном времени. Это обеспечивает экономичное использование материалов и высокую степень управления процессом порошковой покраски.
- Электростатический аппарат: Современные электростатические аппараты используют высоковольтные источники для создания электростатического поля, обеспечивающего эффективное притягивание порошковых частиц к поверхности изделия. Это обеспечивает равномерное и качественное покрытие.
- Пневматическая система: Встроенные пневматические системы контролируют подачу сжатого воздуха к пистолетам для порошковой покраски, обеспечивая точное давление и стабильность подачи воздуха. Это существенно повышает эффективность процесса нанесения порошка.
- Преобразователь высокого напряжения: Преобразователи высокого напряжения играют ключевую роль в создании электростатического поля. Их высокоточные характеристики обеспечивают стабильность и эффективность процесса нанесения порошка, гарантируя минимальные потери электростатической энергии.
- Сушильная печь: Современные сушильные печи обладают программным управлением температурой, обеспечивая оптимальные условия для полимеризации порошкового покрытия. Точное регулирование температуры и времени сушки гарантирует высокую прочность и долговечность покрытия.
- Фильтр для порошковой покраски: Высокоэффективные фильтры в системе вентиляции кабины и циклонные фильтры в системе рециркуляции порошка обеспечивают чистоту воздуха в процессе порошковой покраски. Это важно для соблюдения стандартов экологической безопасности.
- Пневматический насос: Пневматические насосы в системах подачи порошка обеспечивают надежное перемешивание и дозирование порошковых материалов. Их точная регулировка позволяет поддерживать постоянный расход порошка, что важно для равномерного нанесения покрытия.
Порошковая покраска представляет собой современный метод покрытия металлических изделий порошковыми красками с последующей термической обработкой. Основное отличие этого метода от традиционного нанесения жидких красок заключается в том, что здесь используется порошковый материал, состоящий из твердых частиц пигмента и смолы. Эти частицы заряжаются электрическим полем и равномерно распределяются по поверхности изделия с помощью специального оборудования для порошковой покраски, такого как электрический краскопульт или автоматическая линия порошковой покраски.
После нанесения порошковая краска подвергается термической обработке в печи полимеризации, где под воздействием высоких температур (обычно от 160 до 220 градусов Цельсия) она плавится и образует прочное, гладкое и долговечное покрытие. Этот процесс известен как полимеризация, в результате которой краска приобретает свои окончательные свойства, такие как стойкость к механическим повреждениям, коррозии и воздействию ультрафиолетовых лучей.
Преимущества порошковой покраски перед традиционными методами окрашивания
Порошковая покраска имеет ряд значительных преимуществ перед традиционными методами нанесения жидких красок. Вот некоторые из них:
- Экологичность: Порошковые краски не содержат растворителей, что делает их безопасными для окружающей среды. При нанесении порошковой краски практически отсутствуют выбросы летучих органических соединений (ЛОС), что снижает вредное воздействие на атмосферу и здоровье работников.
- Экономичность: Порошковая краска имеет высокую степень использования – до 98% материала может быть использовано повторно. Это существенно снижает затраты на материалы и делает процесс более рентабельным.
- Прочность и долговечность: Порошковое покрытие обладает высокой стойкостью к механическим повреждениям, коррозии и воздействию ультрафиолета. Это делает его идеальным для использования на изделиях, которые подвергаются интенсивной эксплуатации или воздействию неблагоприятных внешних факторов.
- Разнообразие цветов и текстур: Порошковая краска позволяет создавать покрытия различной текстуры (гладкие, матовые, глянцевые) и цвета. Также доступны специальные эффекты, такие как металлический блеск или античный эффект, что расширяет возможности дизайнеров и производителей.
- Быстрота процесса: Порошковая покраска не требует времени на сушку, как это необходимо при традиционном нанесении жидких красок. После полимеризации изделие готово к использованию, что сокращает производственные циклы и повышает эффективность.
Использование порошковой покраски в различных отраслях промышленности
Благодаря своим многочисленным преимуществам, порошковая покраска нашла широкое применение в различных отраслях промышленности. Основными пользователями этой технологии являются производители металлических изделий, таких как:
- Автомобильная промышленность: Порошковая покраска широко используется для покрытия автомобильных дисков, деталей кузова, а также различных компонентов подвески и двигателя. Высокая стойкость покрытия к коррозии и механическим повреждениям делает его идеальным для использования в условиях интенсивной эксплуатации.
- Строительная индустрия: Металлоконструкции, такие как профили, заборы, ворота и фасадные элементы, часто покрываются порошковыми красками для защиты от коррозии и придания эстетичного внешнего вида. Полимерные печи, используемые в строительной отрасли, обеспечивают надежное и долговечное покрытие, способное противостоять агрессивным внешним условиям.
- Электроника и бытовая техника: Порошковая покраска применяется для покрытия корпусов бытовых приборов и электроники, таких как холодильники, стиральные машины и микроволновые печи. Это обеспечивает изделиям привлекательный внешний вид и защиту от коррозии.
- Мебельное производство: Металлические каркасы и детали мебели часто покрываются порошковыми красками для повышения их прочности и долговечности, а также для придания желаемого цвета и текстуры.
- Железнодорожная и авиационная промышленность: В этих отраслях порошковая покраска используется для покрытия различных металлических деталей и компонентов, подвергающихся воздействию высоких механических нагрузок и агрессивных сред.
В целом, порошковая покраска стала неотъемлемой частью многих производственных процессов благодаря своим уникальным характеристикам и возможности создания прочного и долговечного покрытия. Использование современного оборудования для порошковой покраски, таких как линии порошковой покраски и полимерные печи, позволяет достигать высоких результатов и удовлетворять потребности самых требовательных клиентов.
Оборудование для порошковой покраски

Описание основного оборудования для порошковой покраски
Порошковая покраска требует использования специализированного оборудования, которое позволяет обеспечить качественное нанесение порошкового материала на различные поверхности и его последующую полимеризацию. Ключевые элементы этого процесса включают в себя:
- Пистолеты для порошковой покраски
Пистолет для порошковой покраски является одним из основных инструментов, используемых для нанесения порошкового материала на поверхность изделия. Существует несколько типов пистолетов, каждый из которых обладает своими особенностями и предназначен для определенных задач:
- Электростатические пистолеты: Эти пистолеты заряжают частицы порошковой краски электростатическим зарядом, что позволяет им прилипать к поверхности изделия. Электростатические пистолеты наиболее распространены и подходят для большинства задач, связанных с порошковой покраской.
- Трибостатические пистолеты: В этих пистолетах частицы порошковой краски заряжаются за счет трения, проходя через специальный канал. Трибостатические пистолеты идеально подходят для работы с изделиями сложной формы, где требуется равномерное покрытие.
- Автоматические пистолеты: Эти устройства интегрируются в автоматические линии порошковой покраски и управляются программным обеспечением. Они обеспечивают точное и равномерное нанесение краски на поверхность изделия и могут работать в условиях непрерывного производственного процесса.
Характеристики пистолетов для порошковой покраски:
- Эргономичность и удобство использования.
- Возможность регулировки потока порошка и напряжения.
- Поддержка различных режимов нанесения для достижения оптимального результата.
- Легкость в обслуживании и замене комплектующих.
- Порошковые камеры
Порошковая камера – это замкнутое пространство, в котором происходит нанесение порошковой краски на изделия. Камеры бывают различных типов в зависимости от предназначения и характеристик:
- Обитаемые камеры: Такие камеры предназначены для работы операторов внутри помещения во время нанесения краски. Они оснащены системами вентиляции и фильтрации воздуха для обеспечения безопасности и комфорта работы.
- Необитаемые камеры: В этих камерах процесс нанесения краски полностью автоматизирован, и оператору не требуется находиться внутри. Такие камеры чаще используются на крупных производствах, где важна высокая производительность.
- Камеры для покраски дисков: Эти специализированные камеры предназначены для нанесения порошковой краски на автомобильные диски. Они оснащены системами вращения и фиксации дисков, что обеспечивает равномерное нанесение покрытия.
- Камеры для напыления плоских деталей: Эти камеры предназначены для обработки крупных плоских изделий, таких как металлические листы или панели. Они обеспечивают равномерное нанесение краски на всю поверхность изделия.
Основные характеристики порошковых камер:
- Высокая эффективность улавливания порошка и его повторного использования.
- Надежные системы фильтрации и вентиляции для обеспечения безопасности оператора.
- Возможность регулировки размеров камеры в зависимости от габаритов окрашиваемых изделий.
- Печи для полимеризации
Печь для порошковой покраски является важным элементом оборудования, поскольку именно в ней происходит окончательная обработка изделия. В процессе полимеризации порошковая краска плавится и превращается в прочное покрытие. Существует несколько типов печей для полимеризации:
- Термокамеры: Печи, в которых нагревание осуществляется за счет конвекции горячего воздуха. Эти печи наиболее популярны благодаря своей простоте и надежности.
- Инфракрасные печи: В этих печах используется инфракрасное излучение, которое обеспечивает быстрое и равномерное нагревание поверхности изделия. Инфракрасные печи идеально подходят для работы с изделиями сложной формы.
- Печи пиролиза: Эти печи предназначены для удаления остатков старого покрытия с изделий перед нанесением нового слоя порошковой краски. Процесс пиролиза позволяет эффективно удалять старую краску путем термического разложения.
Основные характеристики полимерных печей:
- Точные температурные режимы для достижения оптимального результата полимеризации.
- Равномерное распределение температуры внутри печи.
- Высокая энергоэффективность и низкие эксплуатационные расходы.
Дополнительное оборудование и аксессуары
В дополнение к основному оборудованию, существует ряд аксессуаров и вспомогательных устройств, которые играют важную роль в процессе порошковой покраски:
- Системы подачи порошка: Эти устройства обеспечивают подачу порошковой краски в пистолет для нанесения. Они могут быть оснащены системами автоматического перемешивания и контроля уровня порошка.
- Системы вытяжки: Важная часть системы безопасности, которая отвечает за удаление излишков порошковой краски и загрязненного воздуха из камеры. Хорошо настроенная вытяжка предотвращает оседание пыли и улучшает качество покрытия.
- Запчасти для электрического краскопульта: Регулярное обслуживание и своевременная замена изношенных частей краскопульта, таких как сопла и фильтры, необходимы для поддержания его работоспособности и качества нанесения краски.
- Аксессуары для подготовки поверхности: Перед нанесением порошковой краски поверхность изделия должна быть тщательно подготовлена. Для этого используются пескоструйные машины, химические растворы и другие устройства, которые обеспечивают чистоту и адгезию покрытия.
Выбор оборудования для порошковой покраски
Выбор подходящего оборудования для порошковой покраски зависит от множества факторов, включая тип окрашиваемых изделий, объемы производства, требования к качеству покрытия и доступный бюджет. Вот несколько рекомендаций, которые помогут принять правильное решение:
- Определите тип и размер изделий: Если вы работаете с крупными или сложными изделиями, вам может понадобиться большая камера и мощная печь для полимеризации. Для мелких деталей подойдет компактное оборудование.
- Оцените объемы производства: Для крупных производственных линий потребуется автоматизированное оборудование, которое сможет работать в условиях непрерывного процесса. Для небольших объемов достаточно ручного оборудования.
- Учитывайте особенности порошковой краски: Разные типы порошковых красок могут требовать разного оборудования. Например, для термопластичных покрытий могут потребоваться специальные печи или системы подачи порошка.
- Планируйте обслуживание и замену комплектующих: Регулярное обслуживание оборудования и своевременная замена изношенных деталей помогут избежать простоев и сохранить высокое качество покрытия.
- Рассмотрите возможность покупки б/у оборудования: Если ваш бюджет ограничен, можно рассмотреть вариант покупки подержанного оборудования. Однако важно тщательно проверять его состояние и работоспособность.
Заключение
Оборудование для порошковой покраски играет ключевую роль в обеспечении качества и долговечности покрытия. Выбор подходящего оборудования требует внимательного подхода, учета всех аспектов производственного процесса и регулярного обслуживания. Использование современного оборудования, такого как автоматические пистолеты, полимерные печи и специализированные камеры, позволяет значительно улучшить производительность и снизить затраты на производство.
Линии порошковой покраски: автоматизация и процессы
Введение в автоматические линии порошковой покраски
Автоматические линии порошковой покраски представляют собой комплексные системы, предназначенные для высокоэффективного и качественного нанесения порошкового покрытия на различные изделия. Такие линии обеспечивают непрерывный производственный процесс, минимизируя человеческий фактор и повышая точность нанесения краски. Использование автоматических линий порошковой покраски становится все более популярным среди предприятий, стремящихся повысить производительность и снизить себестоимость продукции.
Основные компоненты автоматической линии порошковой покраски
Автоматическая линия порошковой покраски состоит из нескольких ключевых компонентов, каждый из которых выполняет свою специфическую функцию:
- Система подачи изделий:
- Конвейеры: Используются для перемещения изделий между различными этапами покраски. Конвейеры могут быть ленточными, роликовыми или цепочными, в зависимости от специфики производства.
- Подъемники и транспортёры: Обеспечивают вертикальное перемещение изделий, позволяя эффективно использовать пространство производственного помещения.
- Система подготовки поверхности:
- Пескоструйные установки: Очищают поверхность изделий от ржавчины, старого покрытия и других загрязнений, обеспечивая лучшую адгезию порошковой краски.
- Сушилки: Предварительно сушат изделия после очистки, предотвращая образование конденсата, который может негативно сказаться на качестве покрытия.
- Система нанесения порошковой краски:
- Автоматические пистолеты: Интегрированы в линию и программируются для точного нанесения краски на изделия. Они могут регулироваться по параметрам, таким как давление, скорость перемещения и угол наклона.
- Системы заряда: Обеспечивают электростатическую зарядку порошковой краски для равномерного распределения по поверхности изделия.
- Система сушки и полимеризации:
- Печи полимеризации: Предназначены для термической обработки изделий, что позволяет порошковой краске плавиться и образовывать прочное покрытие. Полимерные печи обеспечивают стабильные температурные режимы и равномерное распределение тепла.
- Охладительные установки: После полимеризации изделия охлаждаются, что предотвращает деформацию и обеспечивает стабильность покрытия.
- Система контроля качества:
- Инспекционные станции: Оснащены оборудованием для проверки толщины покрытия, равномерности нанесения и отсутствия дефектов.
- Системы автоматического контроля: Включают датчики и камеры, которые анализируют качество покрытия в реальном времени и вносят корректировки в процесс при необходимости.
Преимущества автоматизации процесса порошковой покраски
Автоматизация линии порошковой покраски приносит ряд существенных преимуществ:
- Повышение производительности:
- Автоматические линии способны обрабатывать большие объемы изделий за короткое время, что значительно увеличивает общую производительность предприятия.
- Непрерывный процесс покраски снижает время простоя и позволяет оптимально использовать производственные мощности.
- Улучшение качества покрытия:
- Автоматизированные системы обеспечивают равномерное и точное нанесение порошковой краски, снижая вероятность появления дефектов, таких как потеки, неоднородности или недостаточная адгезия.
- Программируемые параметры позволяют точно контролировать толщину покрытия и другие характеристики, что гарантирует соответствие продукции высоким стандартам качества.
- Снижение затрат на производство:
- Автоматизация сокращает потребность в ручном труде, что уменьшает затраты на заработную плату и снижает риск человеческих ошибок.
- Оптимизация использования материалов благодаря точному нанесению порошковой краски снижает расход материалов и уменьшает количество отходов.
- Повышение безопасности труда:
- Автоматические линии минимизируют контакт операторов с порошковой краской и высокими температурами, что снижает риск профессиональных заболеваний и травм.
- Интеграция систем вентиляции и фильтрации в линии обеспечивает безопасные условия труда, уменьшая количество пыли и вредных частиц в воздухе.
- Гибкость и адаптивность:
- Автоматические линии могут быть легко перенастроены для работы с различными типами изделий и видами порошковой краски, что позволяет предприятиям быстро реагировать на изменения спроса и требования рынка.
- Модульная конструкция линий позволяет добавлять или удалять компоненты в зависимости от потребностей производства, обеспечивая гибкость и масштабируемость.
Технологические аспекты автоматических линий порошковой покраски
- Программное обеспечение и управление процессом:
- Современные автоматические линии оснащены продвинутыми системами управления, которые позволяют программировать и контролировать все этапы процесса покраски.
- Интеграция с системами ERP и MES обеспечивает централизованное управление производством, мониторинг эффективности и сбор данных для анализа и оптимизации процессов.
- Системы мониторинга и диагностики:
- Встроенные датчики и системы мониторинга отслеживают ключевые параметры процесса, такие как температура, давление, скорость нанесения и качество покрытия.
- Диагностические системы позволяют своевременно выявлять и устранять неисправности, предотвращая остановки производства и снижая затраты на ремонт.
- Интеграция с другими производственными системами:
- Автоматические линии могут быть интегрированы с системами подготовки поверхности, контроля качества и упаковки, создавая единый производственный цикл.
- Это обеспечивает синхронизацию всех этапов процесса, минимизируя задержки и улучшая общую эффективность производства.
- Энергоэффективность и экологичность:
- Современные автоматические линии проектируются с учетом энергоэффективности, что позволяет снизить потребление энергии и уменьшить эксплуатационные расходы.
- Использование экологически чистых материалов и технологий соответствует современным стандартам устойчивого развития и снижает негативное воздействие на окружающую среду.
Внедрение автоматических линий порошковой покраски: этапы и рекомендации
- Анализ потребностей и планирование:
- Оценка текущих производственных процессов, определение объемов производства и требований к качеству покрытия.
- Разработка плана внедрения автоматической линии, включая выбор оборудования, бюджетирование и планирование сроков реализации.
- Выбор оборудования и поставщиков:
- Исследование рынка оборудования для порошковой покраски, выбор надежных производителей с проверенной репутацией.
- Оценка технических характеристик оборудования, его совместимости с существующими производственными системами и возможностями масштабирования.
- Установка и настройка линии:
- Профессиональная установка оборудования с учетом всех технических требований и стандартов безопасности.
- Настройка параметров системы управления, интеграция с другими производственными системами и проведение тестовых запусков.
- Обучение персонала:
- Проведение обучающих программ для операторов и технического персонала, обеспечивающих правильное использование и обслуживание оборудования.
- Разработка инструкций и процедур для эффективного и безопасного управления автоматической линией.
- Запуск производства и оптимизация процессов:
- Плавный переход к автоматизированному производству, мониторинг первых партий изделий и сбор данных о производительности и качестве.
- Анализ полученных данных, выявление и устранение узких мест, оптимизация параметров процесса для достижения максимальной эффективности и качества.
Кейсы успешного внедрения автоматических линий порошковой покраски
- Автомобильная промышленность:
- Один из ведущих производителей автозапчастей внедрил автоматическую линию порошковой покраски для покрытия дисков и других металлических компонентов. В результате производительность увеличилась на 30%, а количество дефектов снизилось на 15%, что позволило компании повысить конкурентоспособность на рынке.
- Строительные материалы:
- Производитель металлических ограждений и конструкций установил автоматическую линию порошковой покраски, что позволило сократить время обработки изделий и повысить качество покрытия. Благодаря автоматизации компания смогла расширить ассортимент продукции и увеличить объемы продаж.
- Электротехника и бытовая техника:
- Завод по производству бытовой техники интегрировал автоматическую линию порошковой покраски для покрытия корпусов холодильников и стиральных машин. Это позволило улучшить внешний вид продукции, повысить ее стойкость к коррозии и сократить издержки на производство.
Тенденции развития автоматических линий порошковой покраски
- Интеграция с промышленным интернетом вещей (IIoT):
- Современные автоматические линии порошковой покраски все чаще интегрируются с системами IIoT, что позволяет собирать и анализировать данные в реальном
времени, оптимизировать процессы и предсказывать возможные неисправности.
- Использование искусственного интеллекта и машинного обучения:
- Внедрение алгоритмов искусственного интеллекта позволяет автоматическим линиям порошковой покраски самостоятельно настраивать параметры процесса для достижения оптимального качества покрытия и высокой производительности.
- Развитие экологически чистых технологий:
- Производители оборудования фокусируются на разработке более энергоэффективных и экологически чистых систем, снижающих потребление энергии и минимизирующих выбросы вредных веществ.
- Модульные и гибкие решения:
- Разработка модульных систем позволяет предприятиям быстро адаптировать производственные линии под изменяющиеся требования рынка и расширять производственные мощности без значительных капиталовложений.
- Улучшение эргономики и безопасности:
- Современные автоматические линии проектируются с учетом эргономики и безопасности труда, что снижает физическую нагрузку на операторов и минимизирует риск профессиональных заболеваний и травм.
Влияние автоматических линий порошковой покраски на бизнес
Внедрение автоматических линий порошковой покраски оказывает значительное влияние на эффективность и конкурентоспособность бизнеса:
- Увеличение производственной мощности:
- Автоматизация позволяет обрабатывать большие объемы изделий в кратчайшие сроки, что особенно важно для предприятий, работающих на массовом рынке.
- Снижение операционных затрат:
- Меньшая потребность в ручном труде, снижение расхода материалов и уменьшение количества дефектов позволяют существенно сократить операционные расходы.
- Повышение качества продукции:
- Равномерное и точное нанесение порошковой краски обеспечивает высокое качество покрытия, что улучшает внешний вид и долговечность изделий, удовлетворяя ожидания клиентов.
- Гибкость производства:
- Возможность быстрого переналадки линии под различные типы изделий и виды порошковой краски позволяет предприятиям быстро адаптироваться к изменениям спроса и расширять ассортимент продукции.
- Укрепление репутации на рынке:
- Высокое качество продукции и высокая производительность способствуют укреплению репутации предприятия как надежного и современного производителя, что привлекает новых клиентов и партнеров.
Заключение
Автоматические линии порошковой покраски представляют собой ключевой элемент современного производственного процесса, обеспечивая высокую производительность, качество и эффективность. Внедрение таких линий позволяет предприятиям значительно повысить конкурентоспособность, снизить затраты и удовлетворить растущие требования рынка к качеству и скорости производства. Современные тенденции в развитии автоматических линий, такие как интеграция с IIoT, использование искусственного интеллекта и фокус на экологичности, открывают новые возможности для дальнейшего совершенствования процессов порошковой покраски и повышения их устойчивости.
Камеры для порошковой покраски
Введение в камеры для порошковой покраски
Камеры для порошковой покраски являются важным элементом производственного процесса, обеспечивая контролируемую среду для нанесения порошковой краски на изделия. Эти камеры предназначены для предотвращения утечки порошка в окружающее пространство, а также для улавливания и повторного использования краски, что повышает эффективность и снижает затраты на материалы. Существуют различные типы камер для порошковой покраски, каждая из которых предназначена для решения конкретных задач и подходит для определенных видов продукции.
Разновидности камер для порошковой покраски
- Обитаемые камеры для порошковой покраски
Обитаемые камеры предназначены для работы с крупногабаритными изделиями, где оператор находится внутри камеры во время нанесения порошковой краски. Такие камеры используются на производствах, где важна высокая точность и контроль процесса окрашивания.
- Особенности и преимущества:
- Оператор имеет прямой доступ к изделию, что позволяет контролировать процесс нанесения краски и быстро корректировать его при необходимости.
- Камера оборудована системами вентиляции и фильтрации воздуха, что обеспечивает безопасность оператора и предотвращает загрязнение окружающей среды.
- Внутреннее освещение и системы удаления пыли создают комфортные условия для работы, что повышает производительность.
- Области применения:
- Покраска крупногабаритных изделий, таких как металлоконструкции, трубы, рамы и другие детали, которые трудно обработать с помощью автоматизированных систем.
- Ремонтные работы, где требуется точечное нанесение краски на поврежденные участки.
- Необитаемые камеры для порошковой покраски
Необитаемые камеры предназначены для автоматизированного нанесения порошковой краски без непосредственного участия оператора. Эти камеры чаще всего используются на крупных производствах, где важна высокая производительность и минимизация человеческого фактора.
- Особенности и преимущества:
- Полная автоматизация процесса позволяет достичь высокой точности и равномерности нанесения краски на изделие.
- Камера оснащена системами автоматической подачи и улавливания порошка, что снижает расход материалов и минимизирует потери.
- Отсутствие необходимости присутствия оператора внутри камеры повышает безопасность и снижает риск ошибок.
- Области применения:
- Массовое производство изделий, таких как автомобильные диски, бытовая техника, мебельные детали и другие изделия с одинаковыми характеристиками.
- Высокоскоростные линии порошковой покраски, где важно максимизировать производительность и снизить затраты.
- Камеры для покраски дисков
Камеры для покраски дисков представляют собой специализированное оборудование, предназначенное для нанесения порошковой краски на автомобильные диски. Эти камеры обеспечивают равномерное и качественное покрытие дисков, что особенно важно для обеспечения их долговечности и эстетичного внешнего вида.
- Особенности и преимущества:
- Камера оснащена системами вращения и фиксации дисков, что обеспечивает равномерное нанесение краски на всю поверхность изделия.
- Специальные фильтры и системы вытяжки предотвращают оседание порошка на дисках, что улучшает качество покрытия.
- Возможность настройки камеры под разные типы дисков позволяет работать с изделиями различных размеров и форм.
- Области применения:
- Производство и реставрация автомобильных дисков, где важно обеспечить высокую стойкость покрытия к механическим повреждениям и коррозии.
- Мастерские по ремонту и тюнингу автомобилей, специализирующиеся на индивидуальной покраске дисков.
- Камеры для напыления плоских деталей
Камеры для напыления плоских деталей предназначены для работы с крупными и плоскими изделиями, такими как металлические листы, панели, двери и другие конструкции. Эти камеры обеспечивают равномерное нанесение краски на большие поверхности, что особенно важно для достижения однородного покрытия.
- Особенности и преимущества:
- Широкие входные проемы и просторные внутренние объемы позволяют работать с изделиями большого размера.
- Системы автоматической подачи краски и улавливания излишков обеспечивают экономию материалов и сокращают время на очистку камеры.
- Возможность регулировки температуры и влажности внутри камеры позволяет достичь оптимальных условий для нанесения порошковой краски.
- Области применения:
- Производство металлических панелей и конструкций для строительной отрасли, где важна высокая стойкость покрытия к атмосферным воздействиям.
- Окрашивание крупных листов и панелей для автомобильной и судостроительной промышленности.
Технические характеристики и требования к камерам для порошковой покраски
- Размеры и конфигурация камеры:
- Размер камеры должен соответствовать габаритам обрабатываемых изделий. Для крупногабаритных изделий требуются просторные камеры с широкими входными проемами.
- Конфигурация камеры может быть адаптирована под конкретные производственные задачи, включая наличие специальных приспособлений для фиксации и вращения изделий.
- Системы вентиляции и фильтрации:
- Вентиляция играет ключевую роль в обеспечении безопасности оператора и предотвращении оседания порошка на поверхности изделий.
- Фильтрация воздуха позволяет улавливать излишки порошковой краски, снижая расход материалов и улучшая экологические показатели производства.
- Освещение и системы контроля:
- Внутреннее освещение камеры должно быть достаточно ярким и равномерным, чтобы оператор мог контролировать процесс нанесения краски.
- Системы видеонаблюдения и автоматического контроля качества позволяют отслеживать равномерность нанесения и выявлять дефекты на ранних стадиях.
- Системы подачи и улавливания порошка:
- Автоматические системы подачи порошка обеспечивают стабильное и равномерное нанесение краски на изделие.
- Системы улавливания позволяют повторно использовать излишки порошка, что снижает затраты на материалы и повышает экономическую эффективность.
- Теплоизоляция и энергосбережение:
- Камеры для порошковой покраски должны обладать хорошей теплоизоляцией, чтобы минимизировать потери тепла и снизить энергопотребление.
- Использование энергосберегающих технологий, таких как рециркуляция тепла, позволяет значительно сократить эксплуатационные расходы.
Принцип работы камер для порошковой покраски
- Подготовка изделия:
- Перед помещением изделия в камеру оно проходит этап подготовки поверхности, включающий очистку от загрязнений, ржавчины и старого покрытия.
- Поверхность изделия должна быть сухой и обезжиренной, чтобы обеспечить хорошую адгезию порошковой краски.
- Нанесение порошковой краски:
- Изделие помещается в камеру, где с помощью пистолета или автоматической системы нанесения на его поверхность наносится порошковая краска.
- Порошок заряжается электрическим зарядом, что позволяет ему равномерно распределяться по поверхности изделия и прилипать к нему.
- Полимеризация покрытия:
- После нанесения краски изделие перемещается в печь для полимеризации, где под воздействием высокой температуры порошок плавится и превращается в прочное покрытие.
- Температура и время полимеризации зависят от типа краски и характеристик изделия, но обычно составляют от 160 до 220 градусов Цельсия и от 10 до 30 минут.
- Охлаждение и финальная обработка:
- После полимеризации изделие охлаждается до комнатной температуры. На этом этапе важно избежать резких перепадов температуры, чтобы предотвратить деформацию покрытия.
- Готовое изделие может быть дополнительно обработано для придания ему определенных свойств, таких как глянец, матовость или устойчивость к химическим веществам.
Особенности выбора камер для порошковой покраски
- Тип производимой продукции:
- Выбор камеры зависит от типа и размеров изделий, которые планируется обрабатывать. Для крупногабаритных и плоских изделий необходимы просторные камеры, а для мелких деталей можно использовать компактные камеры.
- Объемы производства:
- Для массового производства целесообразно использовать автоматизированные необитаемые камеры, которые обеспечивают высокую производительность и минимизируют участие оператора.
- Для небольших объемов и индивидуального производства могут быть достаточно обитаемые камеры с ручным управлением.
- Требования к качеству покрытия:
- Камеры должны обеспечивать стабильные условия для нанесения порошковой краски, включая контроль температуры, влажности и чистоты воздуха.
- Наличие систем автоматического контроля качества позволяет обеспечить высокое качество покрытия и избежать дефектов.
- Экономическая эффективность:
- Важно оценить не только стоимость камеры, но и затраты на ее эксплуатацию, включая энергопотребление, расход материалов и обслуживание.
- Использование камер с системами улавливания порошка и рециркуляции тепла позволяет значительно снизить эксплуатационные расходы и повысить экономическую эффективность производства.
Современные тенденции в развитии камер для порошковой покраски
- Автоматизация и интеграция с другими производственными системами:
- Современные камеры все чаще интегрируются с автоматическими линиями порошковой покраски и системами управления производством, что повышает эффективность и снижает затраты на производство.
- Интеллектуальные системы управления позволяют автоматически настраивать параметры процесса в зависимости от типа изделия и его характеристик.
- Улучшение экологичности и энергоэффективности:
- Производители камер стремятся снизить негативное воздействие на окружающую среду за счет использования экологически чистых материалов и технологий.
- Внедрение энергосберегающих технологий, таких как рециркуляция тепла и оптимизация вентиляции, позволяет значительно сократить энергопотребление и уменьшить эксплуатационные расходы.
- Повышение безопасности и удобства работы оператора:
- Камеры оснащаются системами вентиляции, фильтрации и пылеудаления, которые обеспечивают безопасные условия труда и минимизируют риск профессиональных заболеваний.
- Эргономика и удобство работы также играют важную роль в проектировании современных камер, что позволяет повысить производительность и качество выполнения работ.
Заключение
Камеры для порошковой покраски играют ключевую роль в обеспечении качественного и долговечного покрытия изделий. Выбор подходящей камеры зависит от множества факторов, включая тип производимой продукции, объемы производства и требования к качеству покрытия. Современные тенденции, такие как автоматизация, улучшение экологичности и повышение энергоэффективности, открывают новые возможности для повышения эффективности и снижения затрат на производство. При правильном выборе и использовании камеры для порошковой покраски можно значительно улучшить производительность, снизить затраты и обеспечить высокое качество продукции.
Полимерные печи и их особенности

Введение в полимерные печи
Полимерные печи являются неотъемлемым элементом процесса порошковой покраски, обеспечивая термическую обработку изделий после нанесения порошковой краски. В этих печах происходит полимеризация – процесс, при котором порошковая краска плавится под воздействием высокой температуры и образует прочное, равномерное покрытие на поверхности изделия. Полимерные печи должны обеспечивать равномерное распределение температуры и стабильные условия для достижения высокого качества покрытия.
Принцип работы полимерных печей
Принцип работы полимерных печей основан на нагревании изделия до температуры, при которой порошковая краска плавится и полимеризуется, превращаясь в твердое покрытие. Этот процесс включает несколько ключевых этапов:
- Нагрев изделия:
- Изделие, покрытое порошковой краской, помещается в печь, где оно подвергается равномерному нагреванию. Температура внутри печи постепенно повышается до необходимого уровня, обычно в диапазоне от 160 до 220 градусов Цельсия.
- Важно, чтобы нагрев происходил равномерно, без резких перепадов температуры, что позволяет избежать деформации изделия и неравномерного плавления краски.
- Полимеризация краски:
- При достижении определенной температуры порошковая краска начинает плавиться и растекаться по поверхности изделия. Этот процесс известен как «мокрый» этап полимеризации.
- После того, как краска полностью расплавится, она вступает в реакцию полимеризации, в результате чего образуется прочное, твердое покрытие. Этот процесс происходит на «сухом» этапе полимеризации.
- Охлаждение изделия:
- После завершения полимеризации изделие должно медленно остыть до комнатной температуры. Резкое охлаждение может привести к растрескиванию покрытия или его деформации, поэтому охлаждение должно происходить постепенно.
Типы полимерных печей
Существует несколько типов полимерных печей, каждая из которых предназначена для решения определенных задач и подходит для определенных видов продукции:
- Конвекционные печи
Конвекционные печи являются наиболее распространенным типом полимерных печей. В таких печах нагрев осуществляется за счет циркуляции горячего воздуха, что обеспечивает равномерное распределение температуры внутри рабочей камеры.
- Особенности и преимущества:
- Равномерное распределение температуры по всей рабочей камере, что гарантирует качественное покрытие на изделиях любых форм и размеров.
- Высокая энергоэффективность за счет рециркуляции горячего воздуха, что снижает затраты на эксплуатацию.
- Простота конструкции и обслуживания, что делает конвекционные печи доступными и надежными для использования в различных отраслях промышленности.
- Области применения:
- Массовое производство изделий, где важна высокая производительность и равномерность покрытия.
- Применение в автомобильной, строительной и электронной промышленности для полимеризации покрытий на крупных и мелких изделиях.
- Инфракрасные печи
Инфракрасные печи используют инфракрасное излучение для нагревания поверхности изделий. Это излучение проникает в толщу покрытия и обеспечивает быстрый и равномерный нагрев.
- Особенности и преимущества:
- Быстрое время нагрева по сравнению с конвекционными печами, что сокращает время цикла и повышает производительность.
- Возможность точной настройки интенсивности нагрева, что позволяет обрабатывать изделия сложной формы и уменьшает риск перегрева.
- Компактные размеры и возможность интеграции с автоматическими линиями порошковой покраски.
- Области применения:
- Производство изделий сложной формы, таких как автомобильные диски, корпуса электронных устройств, металлические детали с тонкими элементами.
- Применение в условиях, где важна высокая скорость обработки и точность нагрева.
- Печи пиролиза
Печи пиролиза предназначены для удаления старого покрытия и загрязнений с поверхности изделий перед нанесением нового слоя порошковой краски. В таких печах используется метод термического разложения органических материалов под воздействием высокой температуры в отсутствии кислорода.
- Особенности и преимущества:
- Эффективное удаление старой краски, масла, жира и других загрязнений, что улучшает адгезию нового покрытия.
- Возможность работы с крупногабаритными изделиями и сложными формами, что делает пиролизные печи универсальными для различных отраслей.
- Снижение затрат на химическую очистку и подготовку поверхности перед покраской.
- Области применения:
- Ремонт и реставрация автомобильных и промышленных изделий, где требуется полное удаление старого покрытия перед нанесением нового.
- Очистка инструментов, форм и других деталей, используемых в производственных процессах.
Влияние температурного режима на качество порошковой покраски
Температурный режим в полимерных печах играет ключевую роль в обеспечении качества покрытия. Несоблюдение оптимальных температурных условий может привести к различным дефектам, таким как:
- Недостаточная полимеризация:
- Если температура в печи слишком низкая или время полимеризации недостаточно, краска может не полностью расплавиться и не сформировать прочное покрытие. Это может привести к снижению адгезии, растрескиванию или отслаиванию краски.
- Перегрев:
- Перегрев изделия может привести к разрушению структуры краски, что вызывает изменение цвета, потерю глянца и снижение стойкости покрытия к механическим повреждениям и коррозии.
- Неравномерное распределение температуры:
- Если температура внутри печи распределяется неравномерно, это может привести к появлению дефектов покрытия, таких как пятна, потеки или неоднородность текстуры. Особенно это важно для изделий сложной формы, где могут возникать «холодные зоны».
Энергоэффективность полимерных печей и способы ее повышения
Современные полимерные печи проектируются с учетом требований энергоэффективности, что позволяет снизить эксплуатационные расходы и минимизировать негативное воздействие на окружающую среду. Вот несколько методов повышения энергоэффективности полимерных печей:
- Рециркуляция тепла:
- Использование систем рециркуляции тепла позволяет повторно использовать горячий воздух, что снижает потребление энергии и повышает эффективность нагрева. Это особенно важно для конвекционных печей, где значительная часть энергии расходуется на поддержание температуры внутри камеры.
- Теплоизоляция:
- Качественная теплоизоляция корпуса печи позволяет минимизировать потери тепла и поддерживать стабильный температурный режим с меньшими затратами энергии. Использование современных изоляционных материалов значительно улучшает энергоэффективность печей.
- Автоматизация управления температурой:
- Интеграция систем автоматического управления температурой и временем полимеризации позволяет точно контролировать процесс и избегать перегрева или недогрева изделий. Это снижает расход энергии и улучшает качество покрытия.
- Оптимизация процесса загрузки:
- Рациональная загрузка печи, при которой изделия размещаются таким образом, чтобы обеспечить равномерный нагрев и минимизировать пустоты, позволяет улучшить эффективность использования тепла и снизить время цикла.
Поддержка и обслуживание полимерных печей
Регулярное обслуживание полимерных печей играет ключевую роль в поддержании их работоспособности и продлении срока службы. Основные мероприятия по обслуживанию включают:
- Очистка рабочей камеры:
- Регулярная очистка внутренней поверхности камеры от остатков краски и загрязнений предотвращает их оседание на поверхности изделий и улучшает качество покрытия.
- Проверка и замена фильтров:
- Системы вентиляции и рециркуляции тепла требуют регулярной проверки и замены фильтров, чтобы обеспечить стабильную работу печи и предотвратить попадание загрязнений в рабочую зону.
- Техническое обслуживание нагревательных элементов:
- Нагревательные элементы, такие как тэны и инфракрасные лампы, со временем могут изнашиваться и требовать замены. Регулярная проверка их состояния и своевременная замена помогают избежать простоев и потери качества покрытия.
- Калибровка и настройка системы управления:
- Для обеспечения точного контроля температуры и времени полимеризации необходимо регулярно калибровать и настраивать систему управления печью. Это предотвращает возникновение ошибок и обеспечивает стабильные условия для полимеризации.
Современные тенденции в разработке полимерных печей
Современные полимерные печи разрабатываются с учетом требований к качеству, энергоэффективности и безопасности. Вот несколько ключевых тенденций в этой области:
- Интеллектуальные системы управления:
- Современные печи оснащаются интеллектуальными системами управления, которые автоматически регулируют температуру, время полимеризации и другие параметры в зависимости от характеристик изделия. Это позволяет добиться оптимальных результатов и снизить риск ошибок.
- Интеграция с производственными линиями:
- Полимерные печи все чаще интегрируются с автоматическими линиями порошковой покраски, что позволяет создать единый производственный цикл и повысить эффективность производства.
- Экологичность и устойчивость:
- Производители полимерных печей уделяют большое внимание разработке экологически чистых и энергоэффективных решений. Использование возобновляемых источников энергии, таких как солнечные панели, и улучшение теплоизоляции помогают снизить углеродный след и эксплуатационные расходы.
- Модульные и гибкие конструкции:
- Модульные полимерные печи позволяют предприятиям быстро адаптироваться к изменяющимся производственным требованиям. Возможность добавления или удаления модулей, изменения конфигурации камеры и настройки системы управления делает такие печи идеальным выбором для гибких производств.
Заключение
Полимерные печи играют ключевую роль в процессе порошковой покраски, обеспечивая качественное и долговечное покрытие изделий. Выбор подходящей печи зависит от множества факторов, включая тип производимой продукции, объемы производства и требования к качеству покрытия. Современные тенденции, такие как улучшение энергоэффективности, интеграция с производственными линиями и внедрение интеллектуальных систем управления, открывают новые возможности для повышения эффективности и снижения затрат на производство. При правильном выборе и использовании полимерной печи можно значительно улучшить производительность, снизить эксплуатационные расходы и обеспечить высокое качество продукции.
Порошковая покраска дисков: особенности и оборудование

Введение в порошковую покраску дисков
Автомобильные диски подвержены постоянным воздействиям окружающей среды, таким как влага, дорожная соль, гравий и ультрафиолетовое излучение. Все эти факторы могут негативно сказываться на внешнем виде и долговечности дисков. Порошковая покраска является идеальным решением для защиты дисков от коррозии, механических повреждений и выцветания, обеспечивая при этом их привлекательный внешний вид. Этот процесс требует использования специального оборудования и соблюдения технологических нюансов, которые гарантируют высокое качество покрытия.
Оборудование, используемое для покраски дисков
Порошковая покраска дисков требует применения ряда специализированного оборудования, которое обеспечивает точное нанесение краски и ее полимеризацию.
- Камеры для покраски дисков
Камера для покраски дисков представляет собой замкнутое пространство, в котором происходит нанесение порошковой краски на диски. Такие камеры оснащены системами вращения и фиксации дисков, что позволяет равномерно распределить краску по всей поверхности изделия.
- Особенности и преимущества:
- Вращение дисков в процессе нанесения краски обеспечивает равномерное покрытие всех участков, включая труднодоступные места.
- Камера оборудована системами вентиляции и фильтрации, что предотвращает оседание порошка на поверхности дисков и улучшает качество покрытия.
- Возможность настройки камеры под разные типы и размеры дисков позволяет обрабатывать как стандартные, так и нестандартные изделия.
- Области применения:
- Производство автомобильных дисков, где требуется серийное производство с высоким уровнем качества.
- Реставрация и индивидуальная покраска дисков в автосервисах и тюнинг-ателье.
- Пистолеты для порошковой покраски
Пистолет для порошковой покраски является основным инструментом для нанесения порошковой краски на поверхность дисков. Он позволяет точно контролировать поток краски и обеспечивать равномерное покрытие.
- Типы пистолетов:
- Электростатические пистолеты: Используются для заряда частиц порошка и их равномерного распределения по поверхности дисков.
- Автоматические пистолеты: Интегрируются в автоматические линии порошковой покраски и позволяют программировать процесс нанесения краски для достижения оптимального результата.
- Особенности и преимущества:
- Высокая точность нанесения краски позволяет избежать потеков и неравномерностей покрытия.
- Возможность регулировки параметров нанесения, таких как давление и скорость, позволяет адаптировать процесс под разные типы дисков.
- Легкость в обслуживании и замене комплектующих, что обеспечивает длительный срок службы пистолета.
- Полимерные печи для дисков
После нанесения порошковой краски диски помещаются в полимерную печь для завершения процесса полимеризации. Важно, чтобы температура в печи была равномерно распределена, так как любые перепады температуры могут привести к деформации покрытия или самого изделия.
- Типы печей:
- Конвекционные печи: Используются для равномерного нагрева дисков путем циркуляции горячего воздуха.
- Инфракрасные печи: Обеспечивают быстрое нагревание и полимеризацию покрытия, что особенно важно при обработке дисков сложной формы.
- Особенности и преимущества:
- Точное поддержание температурного режима позволяет избежать дефектов покрытия и обеспечить его долговечность.
- Печи оснащены системами автоматического контроля, что упрощает процесс полимеризации и снижает вероятность ошибок.
Технологические нюансы при покраске дисков
Порошковая покраска дисков требует строгого соблюдения технологических этапов, от подготовки поверхности до завершения полимеризации.
- Подготовка поверхности дисков:
- Перед нанесением краски диски должны быть тщательно очищены от грязи, ржавчины и старого покрытия. Для этого используются пескоструйные установки и химические растворы, которые обеспечивают чистоту поверхности и хорошую адгезию краски.
- После очистки диски обезжириваются и сушатся, чтобы удалить остатки влаги и масел.
- Нанесение порошковой краски:
- Диски помещаются в камеру для порошковой покраски, где с помощью пистолета наносится порошковая краска. Процесс нанесения должен быть равномерным, чтобы избежать образования неокрашенных участков или излишков краски.
- Особое внимание уделяется обработке труднодоступных мест, таких как внутренние поверхности спиц и обода диска.
- Полимеризация покрытия:
- После нанесения краски диски помещаются в полимерную печь, где под воздействием высокой температуры происходит полимеризация покрытия. Важно следить за температурным режимом и временем полимеризации, чтобы избежать дефектов покрытия.
- После полимеризации диски медленно охлаждаются, чтобы избежать термического шока, который может привести к растрескиванию покрытия.
- Контроль качества:
- После завершения полимеризации диски проходят визуальный осмотр на наличие дефектов, таких как потеки, неоднородность цвета или механические повреждения.
- При необходимости проводятся дополнительные тесты на стойкость покрытия к механическим воздействиям, коррозии и ультрафиолетовому излучению.
Преимущества порошковой покраски дисков
Порошковая покраска автомобильных дисков имеет ряд значительных преимуществ по сравнению с традиционными методами окрашивания:
- Высокая стойкость к механическим повреждениям:
- Порошковое покрытие обладает высокой прочностью и устойчивостью к царапинам, сколам и другим механическим повреждениям, что особенно важно для автомобильных дисков, которые постоянно подвергаются воздействию внешних факторов.
- Защита от коррозии:
- Порошковая краска создает на поверхности дисков защитный слой, который эффективно противостоит воздействию влаги, соли и химических реагентов, что предотвращает развитие коррозии и увеличивает срок службы дисков.
- Эстетичный внешний вид:
- Порошковая покраска позволяет создавать покрытия различных цветов и текстур, включая матовые, глянцевые и металлизированные поверхности, что делает диски более привлекательными и стильными.
- Экологичность процесса:
- Порошковая покраска является экологически чистым методом, так как не требует использования растворителей и практически не образует отходов. Излишки краски могут быть повторно использованы, что снижает расход материалов и уменьшает воздействие на окружающую среду.
- Долговечность покрытия:
- Полимерное покрытие обладает высокой стойкостью к ультрафиолетовому излучению и выцветанию, что позволяет сохранять яркость и насыщенность цвета на протяжении долгого времени.
Заключение
Порошковая покраска дисков – это современный и эффективный метод защиты и улучшения внешнего вида автомобильных дисков. Использование специализированного оборудования, такого как камеры для покраски дисков, пистолеты для порошковой покраски и полимерные печи, позволяет достичь высокого качества покрытия, которое отличается прочностью, долговечностью и эстетичным внешним видом. Соблюдение технологических нюансов и тщательная подготовка поверхности обеспечивают максимальную стойкость покрытия к механическим повреждениям и коррозии, что делает порошковую покраску идеальным выбором для автомобильных дисков.
Поддержка и обслуживание оборудования для порошковой покраски

Введение в обслуживание оборудования
Эффективная и бесперебойная работа оборудования для порошковой покраски напрямую зависит от регулярного обслуживания и своевременной замены изношенных частей. Поддержание оборудования в надлежащем состоянии не только продлевает его срок службы, но и обеспечивает высокое качество покрытия, снижая риск возникновения дефектов и простоев в производстве. В этой части мы рассмотрим основные аспекты поддержки и обслуживания оборудования, от регулярных проверок до ремонта и замены компонентов.
Регулярное обслуживание оборудования
Регулярное обслуживание оборудования для порошковой покраски включает в себя комплекс мероприятий, направленных на поддержание его работоспособности и предотвращение возможных поломок. Вот ключевые процедуры, которые необходимо выполнять:
- Очистка и проверка оборудования:
- Камеры для порошковой покраски: Камеры должны регулярно очищаться от остатков порошковой краски, пыли и других загрязнений, которые могут накапливаться на внутренних поверхностях и фильтрах. Очистка проводится с использованием специальных пылесосов и мягких щеток, чтобы избежать повреждения поверхности камеры.
- Пистолеты для порошковой покраски: Пистолеты должны быть очищены от остатков краски и проверены на наличие засоров и повреждений. Регулярная чистка сопел и замена фильтров позволяет избежать ухудшения качества нанесения краски.
- Полимерные печи: Печи требуют регулярной проверки и очистки от нагаров и остатков краски, которые могут образовываться на стенках камеры. Особое внимание следует уделять состоянию нагревательных элементов, чтобы предотвратить их перегрев и выход из строя.
- Проверка и замена расходных материалов:
- Фильтры: Фильтры в системах вентиляции, подачи и рециркуляции порошка должны регулярно проверяться и заменяться. Забитые или изношенные фильтры снижают эффективность работы оборудования и могут привести к загрязнению рабочего пространства.
- Сопла и электроды: Сопла и электроды в пистолетах для порошковой покраски подвергаются постоянному износу и требуют периодической замены. Изношенные сопла могут вызывать неравномерное нанесение краски, что приводит к появлению дефектов на поверхности изделий.
- Калибровка и настройка оборудования:
- Регулярная калибровка систем управления температурой в полимерных печах и параметров нанесения краски в пистолетах позволяет поддерживать высокую точность процесса и предотвращать ошибки. Это особенно важно при работе с изделиями сложной формы или при использовании различных типов порошковой краски.
- Настройка автоматических линий порошковой покраски должна проводиться с учетом требований к качеству покрытия и характеристикам обрабатываемых изделий. Правильная настройка оборудования снижает риск возникновения дефектов и повышает производительность.
Распространенные поломки и способы их устранения
Несмотря на регулярное обслуживание, оборудование для порошковой покраски может сталкиваться с различными техническими проблемами. Ниже приведены некоторые из наиболее распространенных поломок и способы их устранения:
- Неравномерное нанесение краски:
- Причины: Засоры в сопле пистолета, износ сопла или электродов, неисправности в системе подачи порошка.
- Решение: Очистка или замена сопла и электродов, проверка и регулировка системы подачи порошка. Также важно убедиться в правильной настройке электрического напряжения на пистолете.
Мы не только производители вашего оборудования для порошковой покраски, но и ваш глобальный партнер по доставке
В EMS мы понимаем, что доставить ваше оборудование для порошковой покраски вам быстро и безопасно так же важно, как и изготовить его по самым высоким стандартам. Вот почему мы предлагаем всем нашим клиентам услуги доставки по всему миру.
Мы работаем с сетью опытных и надежных партнеров по доставке, чтобы гарантировать, что ваше оборудование прибудет вовремя и в идеальном состоянии. Мы также предлагаем различные варианты доставки, чтобы соответствовать вашему бюджету и потребностям.
Независимо от того, нужно ли вам доставить ваше оборудование на местный адрес или в международный пункт назначения, мы можем вам помочь. Мы будем работать с вами, чтобы выбрать лучший вариант доставки для ваших нужд и информировать вас о состоянии вашей отправки на каждом этапе процесса.
Итак, когда вы выбираете EMS для вашего оборудования для порошковой покраски, вы получаете не только лучшие продукты на рынке, но и лучшее возможное обслуживание по доставке.
Свяжитесь с нами сегодня, чтобы узнать больше о наших глобальных услугах доставки.








