

Оборудование для порошковой покраски представляет собой ручное устройство для порошковой окраски. Устройство имеет блок управления, для регулировки напряжения и силы тока для нанесения покрытия, пистолет для распыления порошка, инжектор и подставку
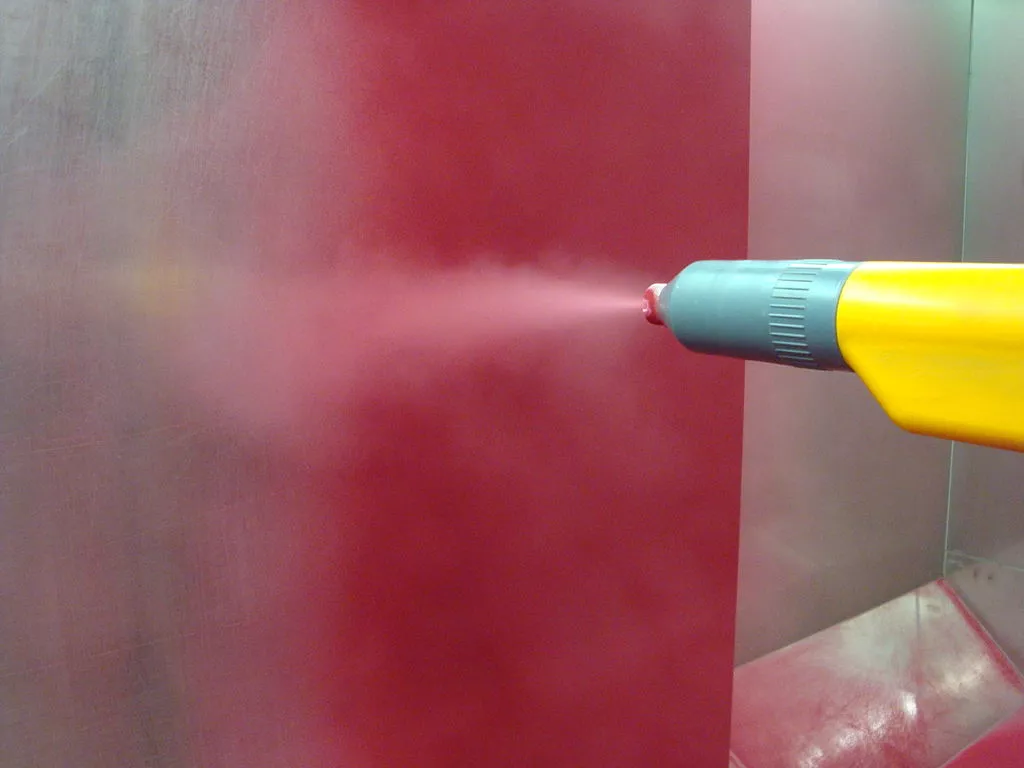
- Электростатический пистолет: Электростатический пистолет в оборудовании для порошковой покраски играет ключевую роль. Этот прибор использует электрический заряд для эффективного распыления порошка на поверхности деталей, обеспечивая равномерное и эффективное нанесение краски.
- Печь для высушивания: Важным компонентом оборудования является печь для высушивания, предназначенная для термической обработки покрытых деталей. Она обеспечивает процесс полимеризации порошкового покрытия, создавая прочное и стойкое покрытие.
- Пневматическая подача порошка: Система пневматической подачи порошка отвечает за надежное и равномерное распределение порошка от резервуара к электростатическому пистолету, обеспечивая эффективность и стабильность процесса.
- Пульверизатор: Пульверизатор играет важную роль в распылении порошка на поверхность деталей, обеспечивая тонкое и равномерное покрытие. Он является одним из основных элементов системы нанесения порошкового покрытия.
- Краскопульт: Краскопульт представляет собой устройство, с помощью которого осуществляется контролируемое распыление порошка на поверхности деталей. Он обеспечивает высокую точность и качество нанесения покрытия.
И так далее. Если у вас есть конкретные вопросы по какому-то из компонентов, уточните, и я предоставлю дополнительную информацию.
Оборудование для порошковой покраски представляет собой комплекс технических средств, разработанных для эффективного и качественного нанесения порошкового покрытия на различные поверхности. Этот процесс является популярным методом защиты и декорирования поверхностей, применяемым в различных отраслях промышленности.
- Электростатический пистолет: Сердцем системы порошковой покраски является электростатический пистолет. Этот устройство преобразует порошок в облако мелких частиц, придающихся электрическим зарядом. Это обеспечивает эффективное и равномерное покрытие деталей, даже на труднодоступных участках.
- Печь для высушивания: После нанесения порошкового покрытия происходит процесс высушивания в специальной печи. Высокотемпературная обработка позволяет порошку полимеризоваться, образуя стойкое и долговечное покрытие, готовое к эксплуатации.
- Пневматическая подача порошка: Пневматическая система подачи порошка осуществляет надежный транспорт порошка от резервуара к электростатическому пистолету. Это обеспечивает стабильность процесса нанесения и предотвращает возможные сбои.
- Пульверизатор: Пульверизатор играет важную роль в создании тумана мелких порошковых частиц. Это позволяет достичь тонкого и равномерного распределения порошка на поверхности деталей, обеспечивая отличное качество покрытия.
- Краскопульт: Краскопульт представляет собой точное устройство, позволяющее контролировать распыление порошка. Он обеспечивает оператору высокую точность при нанесении покрытия, что особенно важно для деталей с сложной геометрией.
- Кабина для порошковой покраски: Кабина предназначена для создания контролируемой среды во время процесса нанесения порошкового покрытия. Это включает в себя системы вентиляции и фильтрации, обеспечивая безопасность оператора и предотвращая загрязнение окружающей среды.
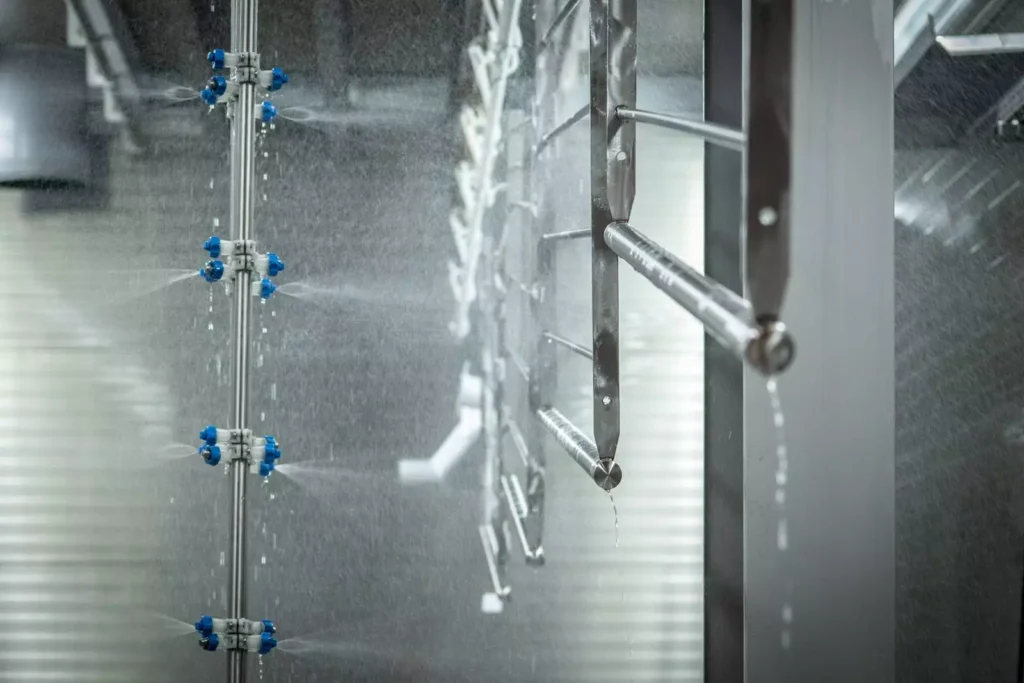
- Система предварительной подготовки поверхности: Эффективная подготовка поверхности перед нанесением порошка является важным этапом. Эта система включает в себя процессы чистки, обезжиривания и нанесения предварительного слоя, обеспечивая оптимальные условия для прочного сцепления порошкового покрытия.
Это лишь небольшой обзор ключевых компонентов оборудования для порошковой покраски, которые в совокупности обеспечивают высокую эффективность и качество процесса.
- Пневмосистема: Пневмосистема в оборудовании для порошковой покраски ответственна за поддержание стабильного давления воздуха, необходимого для работы различных узлов, включая электростатический пистолет и пульверизатор. Это обеспечивает точность и эффективность распыления порошка.
- Фильтр для порошковой покраски: Фильтрация играет важную роль в процессе порошковой покраски, улавливая лишние частицы и обеспечивая чистоту воздуха в кабине. Это важно для предотвращения дефектов в покрытии и обеспечения высокого стандарта качества.
- Противогаз: Операторы, работающие с порошковой покраской, часто используют противогазы для защиты от вдыхания порошка и испарений. Это обеспечивает безопасность рабочего процесса и защищает здоровье персонала.
- Электростатическая система: Электростатическая система включает в себя генераторы заряда и системы управления, обеспечивая эффективное зарядование порошковых частиц перед их распылением. Это ключевой элемент для достижения высокой эффективности нанесения покрытия.
- Контрольно-измерительные приборы: Оборудование включает в себя разнообразные приборы для контроля и измерения различных параметров процесса: толщины покрытия, температуры, давления и других важных характеристик, гарантируя стабильность и соответствие стандартам качества.
- Расходомер порошка: Для оптимальной подачи порошка используются расходомеры, которые точно измеряют количество порошка, идущего на поверхность. Это позволяет экономить материалы и поддерживать надлежащий баланс в процессе нанесения.
- Пневматический транспортер: Пневматические транспортеры обеспечивают автоматизированный транспорт порошка между различными частями системы, оптимизируя производственные процессы и обеспечивая непрерывность подачи материала.
- Электростатический генератор: Генераторы электростатического заряда являются ключевыми компонентами системы, создающими электрический заряд, необходимый для эффективного притягивания порошка к поверхности.
Это лишь малая часть компонентов оборудования для порошковой покраски, и каждый из них играет определенную и важную роль в обеспечении успешного выполнения процесса с высоким уровнем качества и эффективности.
- Магнитный сепаратор: Магнитные сепараторы используются для удаления металлических частиц из порошка перед его подачей в систему. Это предотвращает возможные дефекты в покрытии и обеспечивает чистоту материала.
- Вибросито: Вибросита применяются для классификации порошка по размерам частиц, обеспечивая однородность и контроль над структурой порошкового слоя при нанесении.
- Распылительный бокс: Распылительные боксы предназначены для контролируемого распыления порошка на детали, создавая условия для равномерного распределения и минимизации потерь материала.
- Транспортер для подвешивания деталей: Специализированные транспортеры предназначены для удобства подвешивания и транспортировки деталей в процессе порошковой покраски, обеспечивая их доступность для нанесения порошка.
- Термостат: Термостаты используются для поддержания оптимальной температуры в различных частях оборудования, что важно для стабильности процесса и качества покрытия.
- Теплообменник: Теплообменники играют роль в регулировании теплового режима в системе, обеспечивая эффективное и равномерное высушивание покрытия в печи.
- Система удаления избыточного порошка: Системы для сбора и возврата избыточного порошка обеспечивают его повторное использование, что уменьшает отходы и повышает экономическую эффективность производства.
- Промывочная станция: Промывочные станции используются для удаления остаточного порошка с поверхности деталей после процесса покраски, обеспечивая чистоту и готовность к следующим этапам производства.
- Роботизированная система нанесения: Роботизированные системы обеспечивают автоматизированное и точное нанесение порошка, что повышает эффективность и исключает возможность ошибок оператора.
- Вибрационный стол: Вибрационные столы используются для предварительной очистки деталей от загрязнений, обеспечивая оптимальные условия для нанесения порошкового покрытия.
Этот набор компонентов формирует интегрированную систему оборудования для порошковой покраски, где каждый элемент играет свою роль в обеспечении эффективного и высококачественного процесса.
- Детектор дефектов покрытия: Детекторы предназначены для выявления дефектов в порошковом покрытии, таких как пятна, трещины или неравномерности. Это важный этап контроля качества, который помогает исключить дефекты и обеспечить соответствие стандартам.
- Автоматический контроль давления: Системы автоматического контроля давления следят за стабильностью давления воздуха в системе, предотвращая возможные сбои и обеспечивая точность нанесения порошка.
- Электростатическая форсунка: Электростатические форсунки предназначены для более точного и эффективного распыления порошка, обеспечивая более высокий уровень контроля над процессом.
- Система рециркуляции порошка: Системы рециркуляции позволяют перерабатывать и возвращать избыточный порошок обратно в систему, уменьшая потери материала и обеспечивая эффективное использование ресурсов.
- Вибростол для предварительной очистки: Вибростолы используются для механической предварительной очистки деталей от старого покрытия или других загрязнений, создавая подходящую поверхность для нового порошкового слоя.
- Пневматический распределитель порошка: Пневматические распределители обеспечивают равномерное распределение порошка на всей поверхности деталей, поддерживая высокий уровень качества нанесения.
- Электрофильтр: Электрофильтры применяются для очистки воздуха от твердых частиц и избыточного порошка, предотвращая их выброс в окружающую среду и обеспечивая экологическую безопасность производства.
- Терморегулятор: Терморегуляторы поддерживают стабильность температурного режима в различных узлах оборудования, что существенно для обеспечения качественного высушивания и полимеризации порошкового покрытия.
- Система регулировки давления воздуха: Системы регулировки давления воздуха обеспечивают возможность точной настройки давления в различных частях системы, что является ключевым параметром для эффективного нанесения порошка.
- Электронный таймер: Электронные таймеры используются для точной регулировки времени выдержки при различных этапах процесса, обеспечивая оптимальные условия для формирования качественного покрытия.
- Пневматический регулятор давления: Пневматические регуляторы давления предоставляют возможность контроля за давлением воздуха в системе, что существенно для стабильности процесса нанесения.
- Антистатический пол: Применение антистатического пола в зонах обработки предотвращает статическое зарядование, что может повлиять на эффективность электростатического нанесения порошка.
- Шкаф для хранения порошка: Шкафы предназначены для безопасного и правильного хранения порошка, предотвращая его загрязнение и сохраняя свойства материала.
- Вибрационная система смешивания: Вибрационные системы смешивания используются для обеспечения однородности порошковой смеси перед её подачей в систему.
- Шумопоглощающая камера: Шумопоглощающие камеры уменьшают уровень шума, создаваемого оборудованием, что важно для обеспечения комфортных условий работы и соблюдения нормативов по безопасности.
Эти компоненты образуют интегрированную систему, где каждый элемент играет свою ключевую роль в обеспечении эффективности, надежности и высокого качества порошковой покраски.
- Электронный контроль времени выдержки: Электронные системы контроля времени выдержки обеспечивают точное соблюдение времени выдержки в печи, что критически важно для правильного высушивания и полимеризации порошкового покрытия.
- Пневматический клапан: Пневматические клапаны регулируют поток воздуха и порошка в системе, обеспечивая оптимальные условия для равномерного нанесения покрытия.
- Автоматическая система подачи порошка: Автоматизированные системы подачи порошка предоставляют точное управление процессом, минимизируя вмешательство оператора и обеспечивая повышенную эффективность.
- Конвейер с предварительной очисткой: Конвейеры с предварительной очисткой предоставляют механизированный способ транспортировки деталей, предварительно очищая их перед нанесением порошка.
- Термическая камера: Термические камеры могут использоваться для дополнительной термической обработки деталей, оптимизируя свойства порошкового покрытия и улучшая его характеристики.
- Система регулировки расхода порошка: Системы регулировки расхода порошка обеспечивают возможность изменения количества подаваемого порошка в зависимости от требований процесса и типа деталей.
- Система маскировки: Системы маскировки применяются для защиты определенных участков деталей от нанесения порошка, обеспечивая точность и качество окончательного результата.
- Система удаления остаточного порошка: Системы удаления остаточного порошка осуществляют дополнительную очистку деталей после процесса покраски, гарантируя безупречную поверхность.
- Инфракрасная лампа для высушивания: Инфракрасные лампы используются для дополнительного высушивания порошкового покрытия, обеспечивая быстрый и эффективный процесс.
- Система автоматической диагностики: Системы автоматической диагностики предоставляют возможность мониторинга работы оборудования, выявления возможных сбоев и оперативного устранения проблем, что повышает надежность процесса.
Эти последние компоненты дополняют общую систему оборудования для порошковой покраски, обеспечивая дополнительные возможности контроля, оптимизации и автоматизации процесса.
Оборудование для порошковой покраски
Оборудование для порошковой покраски включает ряд компонентов и систем, которые обеспечивают процесс нанесения порошкового покрытия на поверхность изделий. Основные компоненты оборудования для порошковой покраски включают:
- Пистолеты для порошковой покраски: Это устройства, которые наносят порошковое покрытие на поверхность изделия. Пистолеты могут быть ручными или автоматическими, и они работают на основе создания электростатического заряда на порошке и его напыления на поверхность.
- Кабина окраски: Это закрытое пространство, где происходит процесс нанесения порошкового покрытия. Кабина оборудована системой воздушной фильтрации, которая улавливает излишки порошка и обеспечивает безопасность и чистоту окружающей среды.
- Система подачи порошка: Включает в себя контейнеры с порошком, пневматическую подачу порошка к пистолетам, систему подачи сжатого воздуха и другие компоненты, обеспечивающие надлежащее распределение и подачу порошка.
- Система подготовки поверхности: Включает в себя предварительную очистку и подготовку поверхности изделия перед нанесением порошкового покрытия. Это может включать удаление ржавчины, жира, покрытий и других загрязнений.
- Система нагрева и полимеризации: После нанесения порошкового покрытия, изделия подвергаются тепловой обработке для полимеризации порошка и создания прочного покрытия. Для этого используется специальная печь или камера, которая обеспечивает правильные условия нагрева и полимеризации.
- Система вентиляции и очистки воздуха: Важна для эффективного удаления излишков порошка и обеспечения безопасности и чистоты рабочей среды. Включает в себя вентиляционные системы, фильтры и другие компоненты для очистки воздуха.
- Управляющая система: Оборудование для порошковой покраски может быть оснащено компьютерными управляющими системами, которые контролируют и регулируют процессы покраски, время экспозиции, температуру и другие параметры.
Комплектация и функциональность оборудования для порошковой покраски могут варьироваться в зависимости от производителя и требований конкретного процесса покраски.
Пистолеты для порошковой покраски
Пистолеты для порошковой покраски — это основной инструмент, используемый в процессе нанесения порошкового покрытия на поверхность изделий. Они работают на основе принципа электростатического распыления порошка и имеют ряд особенностей и характеристик:
- Электростатическое распыление: Пистолеты для порошковой покраски создают электростатическое поле, заряжая порошок и направляя его на поверхность изделия. Это позволяет равномерно распределить порошок и достичь высокой эффективности нанесения.
- Различные типы пистолетов: Существует несколько типов пистолетов для порошковой покраски, включая ручные и автоматические пистолеты. Ручные пистолеты используются оператором, который направляет струю порошка на поверхность изделия. Автоматические пистолеты могут быть установлены на роботизированные системы или конвейерные линии для автоматического нанесения покрытия.
- Регулировка расхода и формы струи: Пистолеты для порошковой покраски обычно имеют возможность регулировать расход порошка и форму струи. Это позволяет достичь необходимой плотности покрытия и точности нанесения.
- Сменные насадки и сопла: Пистолеты для порошковой покраски обычно имеют сменные насадки и сопла, которые позволяют настраивать ширину и форму струи порошка в зависимости от требований процесса.
- Системы очистки и антистатические функции: Некоторые пистолеты для порошковой покраски имеют встроенные системы очистки, которые предотвращают засорение сопел и обеспечивают более стабильную работу. Также они могут быть оснащены антистатическими функциями, которые уменьшают накопление статического заряда на поверхности изделия.
- Эргономика и удобство использования: Пистолеты для порошковой покраски разработаны с учетом эргономики и удобства использования оператором. Они обычно имеют эргономичную рукоятку, легкий вес и удобную систему управления.
При выборе пистолета для порошковой покраски важно учитывать требования процесса покраски, типы изделий, размеры и формы поверхности, а также предпочтения оператора.
Кабина окраски

Кабина окраски, также известная как кабина или камера окраски, представляет собой закрытое пространство, специально предназначенное для проведения процесса покраски изделий. Она обеспечивает контролируемую среду, минимизирует распыление покрасочного материала в окружающую среду и обеспечивает безопасность оператора.
Основные характеристики кабины окраски включают:
- Размеры и конструкция: Кабины окраски имеют различные размеры, в зависимости от требований процесса покраски и размеров обрабатываемых изделий. Они могут быть небольшими, предназначенными для небольших деталей, или большими, чтобы вместить крупные изделия. Конструкция кабины включает в себя закрытую камеру с входной и выходной дверью, окнами, освещением и вентиляционной системой.
- Вентиляционная система: Кабина окраски оборудована вентиляционной системой, которая обеспечивает постоянную циркуляцию воздуха. Она включает в себя воздуховоды, вентиляторы и фильтры, чтобы поддерживать чистоту воздуха внутри кабины и удалить избыточные испарения покрасочного материала и отводить их во внешнюю среду.
- Освещение: Кабина окраски оснащена специальными источниками освещения, которые обеспечивают яркое и равномерное освещение рабочей области. Это позволяет оператору видеть ясно и точно наносить покрытие на изделия.
- Фильтрация воздуха: Кабины окраски обычно имеют фильтры, которые задерживают пыль и другие частицы во входящем воздухе. Это помогает предотвратить их попадание на поверхность покрываемых изделий и обеспечить качественное покрытие.
- Система подачи покрасочного материала: Внутри кабины окраски устанавливаются системы подачи покрасочного материала, такие как распылители или пневматические пистолеты. Они позволяют оператору равномерно и контролируемо наносить покрытие на изделия.
- Безопасность: Кабины окраски обычно имеют системы безопасности, такие как аварийное освещение, системы пожаротушения и системы контроля температуры и давления. Это обеспечивает безопасную работу оператора и предотвращает возможные аварийные ситуации.
В целом, кабины окраски предоставляют контролируемую среду для проведения процесса покраски с высокой эффективностью и безопасностью. Они являются неотъемлемой частью оборудования для порошковой покраски и обеспечивают высокое качество покрытия на различных типах изделий.
Система подачи порошка
Система подачи порошка в кабине окраски включает различные компоненты, которые обеспечивают равномерное и контролируемое нанесение порошкового материала на поверхность изделий. Основные компоненты системы подачи порошка включают:
- Порошковый бункер: Это контейнер, в котором хранится порошковый материал. Бункер обычно имеет емкость для большого количества порошка, чтобы обеспечить продолжительную работу без необходимости частой пополнения порошка.
- Порошковый аппарат: Порошковый аппарат предназначен для подачи порошка из бункера в систему подачи. В нем обычно присутствуют вибрационные или пневматические системы, которые помогают поддерживать равномерный поток порошка и предотвращать его скопление.
- Пневматическая система транспортировки порошка: Это система, которая использует сжатый воздух для перемещения порошкового материала от порошкового аппарата к распылителю. Пневматическая система обеспечивает точное дозирование порошка и равномерное распределение на поверхности изделий.
- Распылитель: Распылитель является ключевым компонентом системы подачи порошка. Он создает облако порошка, которое наносится на поверхность изделий. Распылители могут быть электростатическими или пневматическими, в зависимости от типа порошковой покраски и требований процесса.
- Регулировочная система: Система подачи порошка обычно имеет регулировочные механизмы, которые позволяют оператору контролировать расход порошка, его распределение и равномерность нанесения. Это позволяет достичь высокой точности и качества покрытия.
- Фильтрация и рециркуляция: В системе подачи порошка может присутствовать система фильтрации, которая очищает воздух от излишков порошка и других загрязнений. Кроме того, некоторые системы имеют возможность рециркуляции порошка, что позволяет повторно использовать неиспользованный порошок и повысить эффективность процесса.
Система подачи порошка является важной частью оборудования для порошковой покраски. Ее правильная настройка и обслуживание позволяют достичь высокого качества покрытия и повысить производительность процесса.
Система подготовки поверхности
Система подготовки поверхности является важным компонентом процесса порошковой покраски и предназначена для обеспечения чистоты и пригодности поверхности перед нанесением порошка. Она включает в себя несколько этапов:
- Очистка поверхности: На этом этапе происходит удаление грязи, масел, окислов и других загрязнений с поверхности изделий. Для этого могут использоваться различные методы, такие как механическая шлифовка, пескоструйная обработка, химическая очистка и промывка водой или растворителями.
- Разделение поверхности: В некоторых случаях требуется разделение поверхности, чтобы создать определенные зоны или маскировать определенные области от нанесения порошка. Это может быть достигнуто с помощью специальных масок, лент или красок.
- Подготовка поверхности: После очистки поверхности может потребоваться дополнительная подготовка, такая как активация поверхности, нанесение грунтовки или приготовление специального слоя для улучшения адгезии порошка.
- Сушка поверхности: После подготовки поверхности она должна быть полностью сухой перед нанесением порошка. Это может быть достигнуто с помощью сушильных печей, воздушных потоков или других методов сушки.
Все эти этапы системы подготовки поверхности влияют на качество и долговечность покрытия порошковой краской. Они помогают создать чистую, гладкую и пригодную для нанесения порошка поверхность, что в конечном итоге приводит к лучшему внешнему виду и защите изделия.
Система нагрева и полимеризации

Система нагрева и полимеризации играет ключевую роль в процессе порошковой покраски и обеспечивает отверждение и закрепление порошка на поверхности изделия. Эта система включает в себя следующие компоненты:
- Печь полимеризации: Это основное устройство для нагрева и отверждения порошка. Печь обеспечивает равномерное нагревание изделий до определенной температуры, необходимой для полимеризации порошка. Внутри печи создается контролируемая температура и время выдержки, чтобы обеспечить полное отверждение порошка и получение требуемых свойств покрытия.
- Нагревательные элементы: Печи обычно оснащены электрическими или газовыми нагревательными элементами, которые создают высокую температуру внутри печи. Эти элементы контролируются специальными терморегуляторами для достижения и поддержания заданной температуры.
- Вентиляционная система: Важным компонентом системы является вентиляционная система, которая обеспечивает правильную циркуляцию воздуха внутри печи. Она отводит выделяющиеся при нагреве газы, пары и испарения, чтобы предотвратить их накопление и обеспечить безопасность рабочего пространства.
- Термоконтроллеры и датчики: Для точного контроля процесса полимеризации используются термоконтроллеры и датчики. Они мониторят и регулируют температуру внутри печи, обеспечивая стабильные условия нагрева и полимеризации порошка.
- Транспортная система: Для перемещения изделий через печь используется транспортная система, которая может включать конвейеры, роликовые столы или другие устройства для перемещения изделий внутри печи с заданной скоростью.
Система нагрева и полимеризации важна для достижения высокого качества покрытия порошковой краской. Она обеспечивает оптимальные условия нагрева и отверждения порошка, что приводит к прочному, долговечному и устойчивому покрытию на поверхности изделия.
Электростатический аппарат:
Электростатический аппарат в системе порошковой покраски играет ключевую роль в процессе нанесения порошкового материала на поверхность. Этот аппарат использует принцип электростатики для заряжения порошка и его эффективного распыления.
В основе работы электростатического аппарата лежит создание электрического поля, которое заряжает порошковые частицы, делая их пригодными для притяжения к заземленной поверхности изделия. Это обеспечивает равномерное распределение порошка и формирование качественного покрытия с высокой адгезией.
Точная настройка и контроль электростатического аппарата существенны для достижения оптимальных результатов в порошковой покраске, включая устойчивость к электростатическим разрядам и минимизацию отложения порошка в непредназначенных зонах.
Порошковая кабина

Порошковая кабина – это ключевой элемент в системе порошковой покраски, предназначенный для обеспечения контролируемой и защищенной среды, где осуществляется нанесение порошкового материала на изделия.
Кабина обычно имеет структуру с вытяжной системой, которая предотвращает рассеивание порошка в окружающую среду. Она также обеспечивает оптимальные условия для электростатического распыления порошка, поддерживая равномерное распределение частиц. Системы вентиляции и фильтрации в кабине играют важную роль в удалении избыточного порошка и обеспечении чистоты внутренней среды.
Дополнительные элементы, такие как окна для визуального контроля, подсветка и системы автоматизации, могут также включаться в конструкцию кабины. Оптимальная конфигурация порошковой кабины существенна для успешного проведения процесса порошковой покраски и обеспечения высокого качества покрытий.
Система подачи порошка:
Система подачи порошка является важным компонентом процесса порошковой покраски, обеспечивая надежное и эффективное поддержание постоянного потока порошкового материала к распылителю во время нанесения.
Эта система включает в себя бункер или контейнер для хранения порошка, дозатор для точного измерения нужного количества материала, а также трубопроводы и клапаны для передачи порошка к распылителю. Контроль равномерности и точности подачи порошка существенен для обеспечения однородности покрытия и минимизации отходов.
Современные системы подачи порошка могут включать автоматизированные устройства для регулирования потока порошка в зависимости от требований процесса. Эффективная система подачи порошка является неотъемлемой частью оптимизации производства и повышения качества порошковой покраски.
Пистолет для порошковой покраски – это устройство, основное предназначение которого заключается в равномерном и точном распылении порошкового материала на поверхность изделий.
Типичный порошковой пистолет включает в себя распылитель, электростатическую систему для зарядки порошка, а также рукоятку с элементами управления для регулировки расхода воздуха и порошка. Электростатическая система обеспечивает эффективное притягивание заряженных частиц порошка к заземленной поверхности изделия.
Оптимальная настройка пистолета, выбор соответствующей насадки и контроль параметров распыления играют ключевую роль в достижении высокого качества покрытия. Существует разнообразие моделей и конфигураций порошковых пистолетов, разработанных для различных типов изделий и задач покраски.

Печь для полимеризации является неотъемлемой частью процесса порошковой покраски, предназначенной для термической обработки порошкового покрытия и его превращения в твердое, стойкое к воздействию внешних факторов покрытие.
Этот термический этап процесса происходит в специальной камере, обеспечивающей равномерное и контролируемое распределение тепла. Внутренняя температура и время выдержки оптимизируются в соответствии с требованиями конкретного порошкового материала и типа изделия.
Системы управления температурой, конвейеры для перемещения изделий через печь и точные датчики температу
Печь для полимеризации:
Печь для полимеризации представляет собой специализированное оборудование, необходимое для завершения процесса порошковой покраски. Её основная задача – обеспечить полимеризацию порошкового покрытия, то есть его превращение из порошка в прочное и стойкое к воздействию внешних факторов покрытие.
Печи для полимеризации имеют различные конструктивные особенности, включая изоляцию для поддержания оптимальной температуры, системы циркуляции воздуха для равномерного прогрева, а также точные системы управления температурой и временем выдержки. Эти параметры тщательно настраиваются в соответствии с характеристиками конкретного порошкового материала.
Качество полимеризации напрямую влияет на окончательные свойства покрытия, включая его прочность, стойкость к воздействию окружающей среды и декоративные характеристики.
Транспортер для подвешивания изделий

Транспортер для подвешивания изделий является важным компонентом линии порошковой покраски, предназначенным для перемещения изделий через различные этапы процесса – от предварительной подготовки до печи для полимеризации.
Этот транспортер обычно представляет собой цепную систему с крюками или специальными держателями, на которых подвешиваются изделия. Он обеспечивает устойчивое и равномерное движение изделий вдоль всей линии, что существенно для равномерного нанесения порошка и обеспечения качественного покрытия.
Современные транспортеры для подвешивания изделий часто оборудованы системами автоматического подъема и опускания, что облегчает загрузку и выгрузку, а также системами регулировки скорости для адаптации к различным этапам процесса порошковой покраски.
Транспортер для подвешивания изделий:
Транспортер для подвешивания изделий в системе порошковой покраски представляет собой специальное оборудование, предназначенное для эффективного перемещения и устойчивого поддержания изделий в процессе их обработки.
Такие транспортеры обычно оснащаются системой подвесов, позволяющих равномерно распределить изделия вдоль линии, обеспечивая при этом доступность для нанесения порошка. Крючки или держатели поддерживают изделия и обеспечивают устойчивое и равномерное движение вдоль всей линии.
Системы транспортеров для подвешивания изделий могут быть автоматизированными, интегрированными с другими компонентами линии, такими как пистолеты и печи. Это содействует оптимизации производственного процесса, обеспечивая эффективность и высокое качество порошковой покраски.
Преобразователь напряжения:
Преобразователь напряжения в контексте порошковой покраски — это устройство, которое преобразует электрическое напряжение для обеспечения оптимальных условий работы электростатического аппарата и других элементов системы.
Электростатический аппарат и другие устройства порошковой покраски могут требовать определенных значений напряжения для эффективного функционирования. Преобразователи напряжения могут регулировать поступающее напряжение, обеспечивая стабильность и соответствие требованиям каждого компонента системы.
Оптимальная работа электростатического аппарата с преобразователем напряжения важна для обеспечения точного и равномерного нанесения порошка, что в конечном итоге влияет на качество окончательного покрытия.
Пневмосистема:
Пневмосистема в системе порошковой покраски включает в себя комплекс устройств и оборудования, работающих на сжатом воздухе. Эта система играет ключевую роль в нескольких аспектах процесса.
Первым обязанностью пневмосистемы является подача сжатого воздуха для работы пневматических компонентов, таких как пневматические клапаны, распылители и др. Это важно для обеспечения плавного и точного функционирования всех элементов системы.
Кроме того, пневмосистема может быть вовлечена в процессы очистки и удаления избыточного порошка, например, с помощью пневматических систем очистки фильтров или сжатого воздуха для удаления избыточного порошка с поверхности изделий. Правильное функционирование пневмосистемы существенно для обеспечения эффективности и стабильности всего процесса порошковой покраски.
Фильтр для очистки воздуха

Фильтр для очистки воздуха в системе порошковой покраски является важным компонентом, предназначенным для удаления твердых частиц и загрязнений из поступающего воздуха. Это необходимо для поддержания чистоты воздушного потока, обеспечивая качественное нанесение порошкового материала.
Фильтры могут варьироваться от простых мешковидных до более сложных картриджных или циклонных конструкций. Их основная задача — задерживать частицы пыли и порошка, препятствуя их попаданию в систему и на поверхность изделий.
Регулярная замена и обслуживание фильтров важны для эффективной работы системы, предотвращая засорение и обеспечивая надежную защиту от загрязнений воздушного потока, что, в свою очередь, содействует обеспечению качественного и чистого порошкового покрытия.
Система рециркуляции порошка:
Система рециркуляции порошка в порошковой покраске представляет собой механизм, который перерабатывает избыточный порошок, не использованный во время нанесения, и направляет его обратно в систему для повторного использования.
Это экономически и экологически эффективное решение, которое снижает потери порошка и обеспечивает более эффективное использование материала. Система рециркуляции обычно включает в себя циклон для отделения частиц порошка от воздушного потока, а также фильтры для очистки и подготовки порошка к повторному использованию.
Использование системы рециркуляции порошка снижает расход материала, что в свою очередь способствует снижению затрат и создает более устойчивую и экологичную производственную практику.
Автоматизированная линия покраски

Автоматизированная линия покраски в системе порошковой покраски представляет собой комплексное оборудование, где многие этапы процесса, начиная от подготовки поверхности до полимеризации, выполняются автоматически без значительного вмешательства человека.
Такие линии обычно включают в себя транспортные системы, пневмосистемы, роботизированные манипуляторы для нанесения порошка, автоматизированные системы контроля качества и даже роботы для загрузки и выгрузки изделий. Автоматизация позволяет повысить производительность, снизить затраты и обеспечить более высокую степень однородности и качества покрытия.
Оптимизация и точная настройка автоматизированной линии играют важную роль в достижении эффективности процесса порошковой покраски, особенно в промышленных масштабах.
Система предварительной подготовки:
Система предварительной подготовки в процессе порошковой покраски включает в себя этапы очистки и подготовки поверхности изделий перед нанесением порошка. Этот этап имеет решающее значение для обеспечения адгезии порошка и повышения долговечности покрытия.
Система предварительной подготовки может включать в себя механическую очистку, удаление жиров, масел, окислов, а также химическую обработку для создания оптимальной поверхности для прилипания порошка. Часто применяются методы, такие как пескоструйная обработка, химическое травление или многокомпонентные системы подготовки поверхности.
Качественная система предварительной подготовки играет важную роль в обеспечении высокого качества покрытия, предотвращая отслоение порошка и обеспечивая долговечность покрытых изделий.
Роботизированный манипулятор:
Роботизированный манипулятор в системе порошковой покраски представляет собой автоматизированное устройство, оборудованное манипуляционным механизмом и программным обеспечением для выполнения различных операций в процессе покраски.
Эти манипуляторы могут выполнять задачи, такие как точное и повторяемое нанесение порошка, перемещение изделий вдоль линии, а также поддержание определенного положения и угла для обеспечения равномерного покрытия. Роботизированные манипуляторы обладают высокой степенью гибкости и точности.
Применение роботизированных манипуляторов в системе порошковой покраски улучшает эффективность производственных процессов, обеспечивает высокую точность нанесения порошка и сокращает время цикла, что в итоге положительно влияет на качество покрытия.
Вибросито:
В системе порошковой покраски вибросито представляет собой устройство, используемое для разделения и просеивания порошкового материала перед его нанесением. Это важное оборудование, обеспечивающее однородность и качество порошкового покрытия.
В процессе работы вибросито использует вибрацию для просеивания порошка через сетку определенного размера, удаляя агломераты и крупные частицы. Это помогает предотвратить засорение распылителя и обеспечивает равномерное распределение мелких частиц порошка.
Использование вибросита в системе порошковой покраски повышает эффективность процесса, уменьшает риск дефектов покрытия и обеспечивает более точное и качественное нанесение порошка.
Теплообменник в печи:
Теплообменник в печи для полимеризации в системе порошковой покраски играет ключевую роль в обеспечении оптимальных условий термической обработки порошкового покрытия.
Этот компонент отвечает за передачу тепла из нагревательных элементов внутри печи на поверхность изделий, позволяя полимеризоваться порошку. Оптимальный теплообмен существенен для равномерной и эффективной полимеризации порошка, что влияет на его механические и химические свойства.
Теплообменники обычно имеют конструкцию, обеспечивающую равномерное распределение тепла по всей камере печи. Контроль температуры и эффективность теплообмена содействуют получению стабильных и высококачественных покрытий.
Термопара:
Термопара в системе порошковой покраски представляет собой датчик температуры, используемый для измерения и контроля температурных параметров в различных частях процесса, включая печь для полимеризации.
Этот устройство состоит из двух разнородных металлов, соединенных в одном конце. При изменении температуры в этом соединении возникает термоэлектрическая разность потенциалов, которая может быть измерена. Термопары широко используются для контроля температур в различных зонах печей, обеспечивая точность процесса полимеризации.
Точное измерение температуры с помощью термопар позволяет поддерживать оптимальные условия для полимеризации порошка, обеспечивая высокое качество и стабильность покрытия.
Инфракрасный обогреватель:
Инфракрасные обогреватели в системе порошковой покраски представляют собой устройства, использующие инфракрасное излучение для нагрева поверхностей изделий перед нанесением порошкового материала или для дополнительной активации порошка до этапа полимеризации.
Эти обогреватели эффективны за счет того, что они передают тепло напрямую объекту, минуя нагрев воздуха вокруг. Инфракрасные обогреватели могут быть использованы в различных этапах процесса, таких как предварительная подготовка поверхности или активация порошка перед входом в печь для полимеризации.
Использование инфракрасных обогревателей способствует более эффективному и экономичному процессу с высокой степенью контроля температуры, что важно для обеспечения качественного покрытия.
Контрольно-измерительные приборы (КИП):
Контрольно-измерительные приборы (КИП) в системе порошковой покраски включают различные инструменты и устройства для измерения параметров процесса, таких как температура, давление, толщина покрытия, и другие характеристики.
Эти приборы играют ключевую роль в обеспечении стабильности и качества производственного процесса. Например, измерение толщины покрытия позволяет поддерживать заданные параметры и предотвращать дефекты, а контроль температуры обеспечивает оптимальные условия для полимеризации порошка.
Использование КИП в системе порошковой покраски обеспечивает точное и эффективное управление процессом, что важно для достижения высокого качества покрытий и оптимизации производственной эффективности.
Система очистки воздуха:
Система очистки воздуха в системе порошковой покраски играет важную роль в обеспечении чистоты окружающей среды и предотвращении выбросов загрязняющих веществ в атмосферу.
Эта система включает в себя фильтры и другие устройства для удаления избыточных частиц порошка, дыма, газов и других вредных веществ, которые могут образоваться в процессе порошковой покраски. Эффективная система очистки воздуха снижает воздействие производственных процессов на окружающую среду и создает более безопасное рабочее пространство.
Соблюдение экологических стандартов и поддержание чистоты воздуха важны для устойчивости производственных практик и соблюдения нормативов по охране окружающей среды.
Электростатический аппарат:
Электростатический аппарат в системе порошковой покраски — это устройство, используемое для придания порошковым частицам электростатического заряда перед их нанесением на поверхность изделий.
Принцип работы основан на привлечении заряженных порошков к заземленной поверхности изделия. Это обеспечивает равномерное и эффективное распределение порошка даже по сложным формам. Электростатическая зарядка также способствует преодолению проблемы «Фарфорового эффекта», когда порошок стремится скапливаться на кромках изделий.
Использование электростатического аппарата повышает эффективность процесса покраски, обеспечивает высокую адгезию порошка и способствует формированию равномерного и прочного покрытия.
Реактивный порошок:
Реактивный порошок в системе порошковой покраски представляет собой порошкообразный материал, который подвергается химическим изменениям в процессе полимеризации. Этот тип порошка обладает особенностью активного отклика на процесс полимеризации, что способствует получению высококачественного и прочного покрытия.
Реактивные порошки часто применяются в случаях, когда требуется особая стойкость к воздействию химически агрессивных сред, ультрафиолетовому излучению или высоким температурам. Они обеспечивают дополнительные свойства, такие как улучшенная адгезия, твердость или устойчивость к царапинам.
Выбор реактивного порошка зависит от конкретных требований к покрытию и характеристик изделий, что позволяет достичь оптимальных результатов в различных условиях эксплуатации.
Электрокатализ:
Электрокатализ в системе порошковой покраски представляет собой процесс, при котором электрический ток используется для активации катализаторов в порошковом материале, ускоряя химическую реакцию полимеризации.
Этот метод обеспечивает более быструю и более равномерную полимеризацию порошка при более низких температурах, что может быть важным для термочувствительных материалов. Электрокатализ также может способствовать формированию более стойких и прочных покрытий.
Применение электрокатализа в порошковой покраске позволяет улучшить эффективность процесса, уменьшить энергопотребление и расширить возможности использования порошковых покрытий для различных материалов и изделий.
Жаропрочный порошок:
Жаропрочный порошок в системе порошковой покраски представляет собой порошкообразный материал, специально разработанный для создания покрытий, обладающих высокой стойкостью к высоким температурам.
Этот тип порошка часто используется для покраски поверхностей, подверженных воздействию высоких температур, таких как детали двигателей, выхлопные системы, печи и другие элементы, где стойкость к теплу играет ключевую роль. Жаропрочные порошковые покрытия могут сохранять свою интегритет и эстетический вид при экстремальных условиях эксплуатации.
Применение жаропрочных порошков расширяет возможности порошковой покраски для областей с повышенными температурами, обеспечивая долговечность и стойкость покрытий.
Термостойкость порошка:
Термостойкость порошка в системе порошковой покраски отражает способность порошкового покрытия сохранять свои характеристики и эстетический вид при высоких температурах в процессе полимеризации.
Этот параметр особенно важен для приложений, где изделия подвергаются воздействию высоких температур, таких как автомобильные детали, трубы выхлопных систем, или части промышленных оборудований. Термостойкость порошка обеспечивает устойчивость к деформации, изменению цвета и другим негативным эффектам, которые могли бы возникнуть при высоких температурах.
Правильный выбор порошка с учетом его термостойкости важен для обеспечения долговечности и качества покрытий в условиях повышенных температур.
Камера полимеризации:
Камера полимеризации в системе порошковой покраски представляет собой закрытое пространство, внутри которого осуществляется процесс термической обработки для полимеризации порошкового покрытия.
Этот элемент оборудования играет ключевую роль в создании оптимальных условий для химических реакций полимеризации порошка. Камеры полимеризации обычно обеспечивают контроль температуры, влажности и времени выдержки, что влияет на качество, прочность и внешний вид окончательного покрытия.
Эффективная камера полимеризации существенна для достижения однородности и стабильности покрытий, а также для соблюдения технологических требований конкретных порошковых материалов.
Пневматическая система подачи порошка:
Пневматическая система подачи порошка в системе порошковой покраски отвечает за транспортировку порошкового материала от резервуара или бункера к распылителю, где осуществляется нанесение на поверхность изделий.
Эта система использует сжатый воздух для создания потока, который перемещает порошок через трубопроводы и шланги. Контроль давления и расхода воздуха важен для точного и равномерного распределения порошка.
Эффективная пневматическая система обеспечивает стабильную подачу порошка, минимизируя потери и обеспечивая высокую производительность процесса покраски.
Система фильтрации для порошковой покраски:
Система фильтрации в системе порошковой покраски играет важную роль в улавливании и устранении избыточных порошковых частиц из воздушного потока во время процесса нанесения.
Фильтры часто устанавливаются в различных частях системы, включая вентиляционные системы, оборудование для подачи порошка, и системы рециркуляции. Они предотвращают попадание излишков порошка в окружающую среду и обеспечивают чистоту воздуха в производственном помещении.
Система фильтрации важна для соблюдения стандартов безопасности, обеспечивает качественное покрытие изделий и содействует эффективному функционированию порошковой покраски в целом.
Каскадные фильтры для порошковой покраски:
Каскадные фильтры в системе порошковой покраски представляют собой последовательность фильтров различной степени тонкости, которые используются для поэтапной очистки воздуха от порошковых частиц.
Эти фильтры улавливают разные размеры частиц, начиная от крупных агломератов до мельчайших частиц порошка. Каскадная система фильтрации обеспечивает более эффективное удаление порошка, что способствует предотвращению загрязнения окружающей среды и обеспечивает высокую степень чистоты в производственной среде.
Использование каскадных фильтров является важным аспектом обеспечения экологической устойчивости и соблюдения стандартов по безопасности в порошковой покраске.
Многоступенчатая система подготовки поверхности:
Многоступенчатая система подготовки поверхности в системе порошковой покраски включает в себя несколько этапов механической и химической обработки поверхности перед нанесением порошка.
Этапы могут включать в себя механическую очистку, такую как пескоструйная обработка, химическое травление для удаления окислов, а также нанесение химических преобразователей для создания оптимальной поверхности для адгезии порошка. Многоступенчатый подход обеспечивает более глубокую и эффективную подготовку поверхности, что способствует прочному и равномерному нанесению порошкового покрытия.
Эта система повышает адгезию порошка, устойчивость к коррозии и общую долговечность покрытия.
Термоустойчивые материалы для подвески:
Термоустойчивые материалы для подвески в системе порошковой покраски представляют собой специальные компоненты или устройства, используемые для поддержания изделий внутри печи во время процесса полимеризации.
Эти материалы должны выдерживать высокие температуры печи без деформации или выделения вредных веществ, которые могли бы повлиять на качество покрытия. Обычно это могут быть специальные подвесы, стойки или крепления, изготовленные из термостойких материалов, способных выдерживать требуемые температурные условия.
Использование термоустойчивых материалов для подвески существенно для обеспечения стабильности изделий во время полимеризации и предотвращения потенциальных дефектов в порошковом покрытии.
Автоматизированная система контроля качества:
Автоматизированная система контроля качества в системе порошковой покраски включает в себя использование современных технологий и датчиков для непрерывного мониторинга различных параметров производственного процесса.
Эта система может включать в себя автоматическое измерение толщины покрытия, определение цвета, обнаружение дефектов и другие параметры. Использование автоматизированной системы контроля качества позволяет обеспечивать высокую степень точности, своевременно выявлять аномалии и предотвращать производственные ошибки.
Такие системы способствуют повышению эффективности, снижению потерь и обеспечивают стабильное качество порошкового покрытия.
Электронноуправляемый распылитель:
Электронноуправляемый распылитель в системе порошковой покраски представляет собой устройство, которое использует современные электронные технологии для точного контроля нанесения порошкового материала на поверхность изделий.
Этот распылитель оснащен электронными системами регулировки давления и расхода порошка, что позволяет точно настраивать параметры в зависимости от требований конкретного производственного процесса. Такой подход улучшает равномерность покрытия, снижает потери материала и обеспечивает более эффективное использование порошка.
Использование электронноуправляемых распылителей повышает точность и контроль в процессе нанесения порошкового покрытия, что важно для достижения высокого качества покрытий.
Инфракрасная термография:
Инфракрасная термография в системе порошковой покраски представляет собой метод, основанный на измерении инфракрасного излучения, который используется для визуализации и контроля температурных параметров в процессе полимеризации порошкового покрытия.
Эта технология позволяет точно измерять температуры на поверхности изделий в реальном времени. Применение инфракрасной термографии может помочь выявить неравномерности температурного распределения, что важно для обеспечения однородной полимеризации порошка.
Использование этого метода контроля помогает предотвращать дефекты, связанные с неравномерностью температуры, и обеспечивает высокое качество и стабильность порошковых покрытий.
Двухкомпонентные порошковые покрытия:
Двухкомпонентные порошковые покрытия в системе порошковой покраски представляют собой смесь двух отдельных компонентов – основного порошка и отверждающего агента. Эти компоненты смешиваются в процессе нанесения перед полимеризацией.
Этот метод позволяет управлять скоростью полимеризации и обеспечивает возможность контролировать различные характеристики покрытия, такие как твердость, стойкость к химическим воздействиям и другие. Двухкомпонентные системы часто применяются, когда требуются повышенные свойства покрытия, которые не могут быть достигнуты однокомпонентными порошками.
Использование двухкомпонентных порошковых покрытий дает больше гибкости в настройке характеристик покрытия в зависимости от конкретных требований и условий эксплуатации.
Система рециркуляции порошка:
Система рециркуляции порошка в системе порошковой покраски представляет собой механизм, который собирает излишний порошок, не использованный при нанесении на поверхность изделий, и направляет его обратно в систему подачи для повторного использования.
Этот процесс помогает уменьшить потери порошка, экономит материал и снижает воздействие на окружающую среду. Системы рециркуляции также способствуют более эффективному использованию порошка, что важно с точки зрения экономии ресурсов и снижения затрат.
Внедрение системы рециркуляции порошка является важным шагом в направлении более устойчивых и эффективных методов порошковой покраски.
Индукционный обогрев поверхности:
Индукционный обогрев поверхности в системе порошковой покраски представляет собой метод применения электромагнитного поля для нагрева поверхности изделий перед нанесением порошкового покрытия.
Этот процесс обеспечивает точный и равномерный прогрев материала, что способствует лучшей адгезии порошка к поверхности. Индукционный обогрев является эффективным средством предварительной обработки, особенно для материалов с высокой теплопроводностью, где традиционные методы могут быть менее эффективными.
Применение индукционного обогрева поверхности улучшает качество покрытия, способствует экономии энергии и повышает эффективность порошковой покраски.
Повышенное давление в системе распыления порошка:
Повышенное давление в системе распыления порошка относится к использованию дополнительного давления для равномерного распыления порошка на поверхность изделий в процессе порошковой покраски.
Этот метод способствует более интенсивному и равномерному покрытию, особенно на сложных или выпуклых поверхностях. Повышенное давление может быть регулируемым параметром, что позволяет адаптировать процесс к различным формам и размерам изделий.
Использование повышенного давления в системе распыления помогает достичь более высокой точности нанесения порошка и обеспечивает качественное и эффективное покрытие.
Ультрафиолетовая полимеризация:
Ультрафиолетовая полимеризация в системе порошковой покраски — это метод, при котором используется ультрафиолетовое излучение для активации химических реакций полимеризации порошкового покрытия.
Этот процесс позволяет достичь более быстрой полимеризации по сравнению с традиционными методами, такими как термическая полимеризация. Ультрафиолетовая технология часто применяется в случаях, когда требуется высокая степень точности, управления процессом и сокращение времени полимеризации.
Использование ультрафиолетовой полимеризации в порошковой покраске может быть особенно полезным в чувствительных к теплу производственных средах и позволяет снизить энергозатраты.
Поверхностная активация металла:
Поверхностная активация металла в системе порошковой покраски относится к применению химических процессов или обработок для изменения поверхностных свойств металлической поверхности перед нанесением порошкового покрытия.
Этот процесс может включать в себя промывку, пескоструйную обработку или применение химических агентов для удаления окислов, жиров или других загрязнений, а также для создания более приемлемой поверхности для адгезии порошка.
Поверхностная активация металла играет важную роль в обеспечении прочного сцепления между металлической поверхностью и порошковым покрытием, что в конечном итоге влияет на качество и стойкость покрытия.
Пневматический контроль нанесения порошка:
Пневматический контроль нанесения порошка в системе порошковой покраски относится к использованию сжатого воздуха для мониторинга и регулировки равномерности распределения порошка в процессе нанесения.
Системы пневматического контроля могут включать в себя датчики давления воздуха, расположенные в различных частях системы подачи порошка. Эти датчики позволяют автоматически регулировать давление воздуха, управляя равномерностью распределения порошка и предотвращая возможные дефекты.
Пневматический контроль является важным элементом для обеспечения стабильности процесса нанесения порошкового покрытия и получения высококачественных результатов.
Контроль толщины порошкового слоя:
Контроль толщины порошкового слоя в системе порошковой покраски представляет собой процесс измерения и регулировки толщины порошкового покрытия на поверхности изделий.
Этот контроль может осуществляться с использованием различных методов, таких как бесконтактные измерения с использованием лазерных или оптических датчиков, или контактные методы с применением микрометров и других инструментов. Регулярный и точный контроль толщины покрытия важен для обеспечения соответствия требованиям и предотвращения дефектов, связанных с недостаточной или избыточной толщиной порошка.
Такой контроль гарантирует, что порошковое покрытие соответствует спецификациям, обеспечивает долговечность и эстетичность изделий.
Пигментация порошкового материала:
Пигментация порошкового материала в системе порошковой покраски относится к процессу добавления пигментов или красителей в порошковую смесь перед нанесением на поверхность изделий.
Этот процесс дает возможность придавать порошковым покрытиям различные цвета, оттенки и эффекты. Пигменты не только определяют внешний вид, но также могут влиять на химические и физические свойства покрытия, такие как стойкость к ультрафиолету или химической коррозии.
Тщательный контроль пигментации важен для обеспечения консистентности цвета и свойств покрытий, что является важным аспектом в процессе порошковой покраски.
Электростатическое нанесение порошка:
Электростатическое нанесение порошка в системе порошковой покраски использует принцип электростатики для создания электрического заряда на порошковых частицах, что облегчает их притягивание к заземленной поверхности изделия.
В этом процессе порошок распыляется с использованием электростатического распылителя, и заряженные частицы эффективно прилипают к поверхности изделия. Электростатическое нанесение обеспечивает более равномерное распределение порошка, уменьшает потери материала и способствует повышенной эффективности покрытия.
Этот метод также позволяет легко покрывать сложные формы и улучшает адгезию порошкового покрытия.
Электростатическая покраска ворсовой поверхности:
Электростатическая покраска ворсовой поверхности в системе порошковой покраски представляет собой метод, при котором электростатический заряд применяется для нанесения порошкового покрытия на материалы с ворсовой или текстильной структурой.
Этот процесс требует особых технических решений, чтобы эффективно обеспечить равномерное распределение порошка по ворсам. Электростатическая технология позволяет порошку проникать внутрь ворсовой структуры, обеспечивая полное и качественное покрытие.
Электростатическая покраска ворсовой поверхности находит применение в текстильной промышленности и других отраслях, где важно сохранить или улучшить текстурные характеристики материалов.
Применение термостойких пигментов:
Применение термостойких пигментов в системе порошковой покраски относится к использованию специальных красителей, которые обладают стойкостью к высоким температурам.
Такие пигменты подходят для процессов, включающих термическую обработку, например, полимеризацию порошкового покрытия в печи. Они сохраняют свой цвет и стойкость к теплу, что важно для достижения устойчивого и стойкого к высоким температурам цветового эффекта на поверхности изделий.
Применение термостойких пигментов расширяет возможности цветового дизайна в порошковой покраске, особенно там, где необходимо устойчивое покрытие при высоких температурах.
Маскировка и маскирующие материалы:
Маскировка в системе порошковой покраски включает использование специальных материалов или техник, чтобы защитить определенные области поверхности изделий от нанесения порошкового покрытия.
Маскирующие материалы могут включать в себя красящие ленты, клеевые компаунды, термостойкие покрытия и другие средства, созданные для выдерживания процессов покраски и полимеризации. Маскировка позволяет создавать многотоновые и многоматериальные изделия, где разные области могут иметь разные цвета или текстуры.
Профессиональная маскировка важна для обеспечения точности и качества порошковой покраски в случаях, когда необходимо сохранить определенные участки поверхности от покрытия.
Применение антикоррозийных преобразователей:
Применение антикоррозийных преобразователей в системе порошковой покраски представляет собой использование химических веществ, которые образуют защитный слой на металлической поверхности для предотвращения коррозии.
Эти преобразователи часто содержат соединения, такие как хроматы или фосфаты, которые реагируют с металлической поверхностью, создавая устойчивый слой. Применение антикоррозийных преобразователей важно перед нанесением порошкового покрытия, так как они повышают стойкость к коррозии и обеспечивают более долгий срок службы металлических изделий.
Этот этап подготовки поверхности является ключевым в обеспечении долговечности и качества порошкового покрытия на металлических материалах.
Роботизированная система нанесения порошка:
Роботизированная система нанесения порошка в системе порошковой покраски включает в себя использование промышленных роботов для автоматизированного процесса нанесения порошкового покрытия на поверхность изделий.
Эти роботы оснащены специальными распылителями и системами управления, позволяющими точно и равномерно наносить порошок на изделия. Роботизированные системы обеспечивают высокую степень автоматизации, что улучшает эффективность производства, снижает ошибки и обеспечивает консистентность качества покрытия.
Использование роботизированных систем нанесения порошка повышает производительность и точность, что особенно важно в современных производственных условиях.
Контроль влажности в помещении для порошковой покраски:
Контроль влажности в помещении для порошковой покраски включает в себя управление уровнем влажности в воздухе в производственном пространстве, где осуществляется нанесение и полимеризация порошкового покрытия.
Стабильный уровень влажности важен для обеспечения качественного процесса порошковой покраски. Высокая влажность может привести к проблемам с адгезией порошка, созданию дефектов и плохой стойкости покрытия. С другой стороны, низкая влажность может вызвать электростатические заряды и усложнить контроль нанесения порошка.
Контроль влажности способствует стабильности производственного процесса и обеспечивает высокое качество порошковой покраски.
Применение инфракрасных обогревателей в печи полимеризации:
Применение инфракрасных обогревателей в печи полимеризации в системе порошковой покраски представляет собой использование инфракрасного излучения для эффективного нагрева поверхности порошкового покрытия.
Инфракрасные обогреватели создают тепловое излучение, которое проникает в глубину порошкового слоя, активируя полимеризацию и обеспечивая равномерное твердение покрытия. Этот метод обогрева более эффективен и экономичен по сравнению с традиционными методами, такими как конвективный обогрев.
Применение инфракрасных обогревателей в печи полимеризации повышает энергоэффективность процесса и обеспечивает высокое качество полимеризации порошкового покрытия.
- Пистолет для порошковой покраски:
Пистолет для порошковой покраски представляет собой устройство, используемое для равномерного и эффективного нанесения порошкового покрытия на поверхность различных материалов. Этот инструмент играет ключевую роль в процессе порошковой покраски, обеспечивая высокую степень контроля, точность и качество покрытия.
Типичный пистолет для порошковой покраски оборудован электростатической системой, которая заряжает порошковые частицы, делая их пригодными для равномерного распределения по поверхности заготовки. Это создает эффект электростатического притяжения между пистолетом и заготовкой, что обеспечивает прочное и равномерное покрытие.
Для обеспечения оптимальных результатов пистолеты для порошковой покраски оснащаются регулируемыми настройками, такими как расход порошка, форма распыления и интенсивность электростатического заряда. Это позволяет адаптировать процесс под конкретные требования материала, формы заготовки и желаемых характеристик покрытия.
Применение высокотехнологичных материалов в изготовлении пистолетов для порошковой покраски обеспечивает долгий срок службы и минимизирует износ компонентов. Такие пистолеты могут быть как ручными, предназначенными для точного нанесения покрытия на малые поверхности, так и автоматическими, что повышает производительность в случае массового производства.
В целом, пистолеты для порошковой покраски являются важной составной частью современных систем порошкового покрытия, обеспечивая высокую эффективность процесса и выдающееся качество окончательного покрытия.
- Печь для отверждения порошкового покрытия:
Печь для отверждения порошкового покрытия играет ключевую роль в завершающем этапе процесса порошковой покраски, обеспечивая термическую полимеризацию порошкового слоя и создание прочного и стойкого к воздействиям окружающей среды покрытия.
Типичная печь для отверждения порошкового покрытия обладает специальной конструкцией, которая позволяет равномерно распределять тепловую энергию по всей поверхности заготовки. Это особенно важно для достижения однородной термической полимеризации порошка, что в конечном итоге влияет на прочность и долговечность покрытия.
Печи обычно оборудованы точными системами контроля температуры и времени, позволяя настроить процесс отверждения в соответствии с требованиями конкретного порошка и материала заготовки. Это обеспечивает точность и предсказуемость в процессе отверждения, что важно для обеспечения высокого качества окончательного покрытия.
Также важным аспектом является энергоэффективность печи, что обеспечивается современными теплоизоляционными материалами и системами рециркуляции тепла. Это позволяет снизить энергопотребление и улучшить общую эффективность процесса.
Печи для отверждения порошкового покрытия часто встраиваются в линии автоматической покраски, что обеспечивает непрерывный и эффективный производственный процесс. Их использование является неотъемлемой частью современных технологий порошковой покраски, гарантируя высокую степень контроля и стабильность в производственном цикле.
- Кабина для порошковой покраски:
Кабина для порошковой покраски представляет собой специальное оборудование, созданное для обеспечения контролируемой и безопасной среды, где осуществляется нанесение порошкового покрытия на поверхности различных изделий. Эта ключевая часть системы порошковой покраски играет важную роль в обеспечении высокого качества и эффективности покрасочного процесса.
Кабины обычно конструируются с использованием материалов, устойчивых к воздействию порошков и химических веществ, обеспечивая долгий срок службы и минимальные издержки на обслуживание. Их внутреннее пространство оборудовано системами вентиляции, фильтрации и освещения, что обеспечивает оптимальные условия для равномерного нанесения порошкового покрытия.
Современные кабины оснащаются также системами управления температурой и влажностью, что позволяет адаптировать условия к окружающей среде и требованиям конкретного порошка. Это особенно важно для предотвращения возможных проблем, таких как конденсация или неравномерное нанесение порошка.
Кабины для порошковой покраски могут быть как ручными, где операторы осуществляют процесс вручную, так и автоматизированными, где системы управления обеспечивают точность и стабильность покрасочного процесса. Различные конструкции кабин могут быть адаптированы к различным размерам и формам заготовок, что делает их универсальными для различных производственных задач.
Эффективность и надежность кабины для порошковой покраски играют решающую роль в достижении высокого качества покрытия, а также в обеспечении безопасности операторов и окружающей среды в процессе порошковой покраски.
- Порошковая краска:
Порошковая краска представляет собой особый вид покрытия, применяемого в процессе порошковой покраски. Этот материал имеет порошкообразную форму и предоставляет ряд преимуществ в сравнении с традиционными жидкими красками. Порошковые краски обеспечивают высокую стойкость, долговечность и равномерное покрытие поверхностей.
Основой порошковых красок являются смеси полимеров, пигментов и добавок, создающих устойчивый порошок, готовый к нанесению на поверхность заготовок. Полимеры, такие как эпоксидные, полиэфирные или акриловые, формируют прочную и стойкую матрицу после термической полимеризации.
Электростатический аппарат в порошковой системе обеспечивает зарядку частиц порошка, придающую им электрическую полярность. Это создает эффект электростатического притяжения между заряженными частицами и поверхностью заготовки, что способствует равномерному распределению порошка и его прочному прилипанию.
Порошковая краска предлагает широкий спектр цветов и оттенков, а также разнообразные текстуры и отделки, что позволяет адаптировать покрытие к различным дизайнерским и функциональным требованиям. Ее использование особенно распространено в промышленности, где требуется высокая стойкость к механическим воздействиям, агрессивным средам и воздействию ультрафиолетового излучения.
Важным аспектом порошковых красок является их экологическая дружественность, так как они не содержат растворителей и летучих органических соединений (ЛОС), что способствует снижению вредных выбросов в окружающую среду. Порошковая краска остается одним из ключевых элементов в современных технологиях покраски, обеспечивая высокую эффективность и экологическую устойчивость в производственных процессах.
- Электростатический аппарат:
Электростатический аппарат в системе порошковой покраски является важным компонентом, обеспечивающим эффективное и равномерное нанесение порошкового покрытия на поверхность заготовок. Этот устройство играет ключевую роль в процессе электростатического распыления порошка, что в конечном итоге определяет качество окончательного покрытия.
Основной принцип работы электростатического аппарата заключается в создании электрического заряда на порошковых частицах, делая их пригодными для эффективного притягивания к заземленным или противоположно заряженным поверхностям заготовок. Этот эффект обеспечивает равномерное покрытие деталей, включая сложные формы, что сложно достичь с использованием традиционных методов покраски.
Современные электростатические аппараты обладают высокой точностью и контролем параметров, что позволяет адаптировать процесс под различные типы порошков и требования конкретного производства. Регулировка электрических параметров, таких как напряжение и ток, позволяет оптимизировать эффективность заряда порошка и, таким образом, улучшать качество покрытия.
Электростатические аппараты могут быть интегрированы в ручные или автоматизированные системы покраски, что делает их универсальными для различных производственных потребностей. Их применение снижает потери порошка, улучшает рабочие условия и обеспечивает экономию энергии в сравнении с традиционными методами покраски.
Таким образом, электростатический аппарат является неотъемлемым элементом современных систем порошковой покраски, обеспечивая высокую эффективность и качество в процессе нанесения порошкового покрытия на разнообразные поверхности.
- Система подачи порошка:
Система подачи порошка является важным компонентом в процессе порошковой покраски, обеспечивая надежную и равномерную подачу порошковых материалов в пистолет для последующего нанесения на заготовки. Эффективность этой системы существенно влияет на качество покрытия и производительность всего процесса.
Типичная система подачи порошка включает в себя контейнер для порошка, транспортер, дозатор и систему подачи в пистолет. Контейнер обеспечивает удобное хранение порошка, защищая его от внешних воздействий и обеспечивая равномерную загрузку в систему. Транспортеры перемещают порошок к месту нанесения, обеспечивая непрерывный процесс подачи.
Дозатор в системе контролирует количество порошка, поступающего в пистолет, что важно для поддержания оптимальных условий нанесения. Современные системы подачи порошка оборудованы точными механизмами регулировки, позволяющими адаптировать расход порошка в соответствии с требованиями конкретного проекта.
Надежность и стабильность системы подачи порошка также определяются эффективностью фильтров, предотвращающих попадание частиц и примесей, которые могли бы повлиять на качество покрытия. Четкая система фильтрации гарантирует чистоту порошка и минимизирует возможные дефекты в окончательном слое.
Инновации в области систем подачи порошка включают автоматизированные системы управления, позволяющие дистанционно мониторить и регулировать параметры подачи. Это повышает эффективность процесса, уменьшает отходы и обеспечивает более точное управление производственными операциями. Таким образом, система подачи порошка играет ключевую роль в обеспечении стабильности и качества порошковой покраски в промышленных процессах.
- Фильтр для порошковой покраски:
Фильтр для порошковой покраски представляет собой критически важный элемент системы, ответственный за обеспечение чистоты и качества порошка, который будет использоваться в процессе нанесения покрытия. Эффективная фильтрация играет решающую роль в предотвращении дефектов на поверхности покрытых изделий и обеспечивает оптимальные условия для равномерного распределения порошка.
Типичный фильтр для порошковой покраски оснащен многоступенчатой системой, включающей грубые и тонкие фильтры. Грубые фильтры предназначены для улавливания крупных частиц и загрязнений, предотвращая их попадание в систему подачи порошка. Тонкие фильтры, в свою очередь, обеспечивают более тщательную очистку порошка от мельчайших частиц, таких как пыль и мелкие примеси.
Эффективность фильтрации напрямую влияет на качество конечного покрытия, поэтому поддержание чистоты порошка является приоритетом. Системы автоматической очистки фильтров обеспечивают непрерывную работу, предотвращая перерывы в производственном процессе и минимизируя потери времени.
Оптимальная эксплуатация фильтра также содействует увеличению срока службы других компонентов системы, таких как насадки пистолета и система подачи порошка, снижая риск поломок и обслуживание оборудования.
Современные технологии в области фильтрации включают использование электростатических фильтров, которые эффективно улавливают даже мельчайшие частицы, поддерживая высокий стандарт чистоты порошка. Интеграция таких инноваций способствует более эффективному и безотказному процессу порошковой покраски, что имеет прямое воздействие на качество и эффективность производства.
- Транспортер для подвешивания деталей:
Транспортер для подвешивания деталей является неотъемлемой частью системы порошковой покраски, обеспечивая эффективный и надежный транспорт заготовок от этапа подготовки к моменту покраски. Этот компонент системы играет важную роль в обеспечении равномерного распределения порошка на поверхности деталей.
Типичный транспортер для подвешивания деталей представляет собой конвейерную систему с подвесками или крюками, на которых закрепляются заготовки. Это обеспечивает возможность эффективной транспортировки деталей через различные этапы процесса порошковой покраски, начиная с предварительной подготовки и заканчивая отверждением покрытия в печи.
Конструкция транспортера обычно предусматривает регулируемые скорости движения и возможность поднятия/опускания подвесов, что позволяет адаптировать систему под различные размеры и формы деталей. Это важно для обеспечения равномерного нанесения порошка на всю поверхность заготовок, включая труднодоступные участки.
Системы транспортировки могут быть интегрированы в автоматизированные линии порошковой покраски, что повышает производительность и снижает ручной труд. Регулировка скорости и координация с другими компонентами системы позволяют оптимизировать производственный процесс и минимизировать время цикла.
Транспортер для подвешивания деталей является важным звеном в цепи порошковой покраски, обеспечивая эффективную транспортировку и устойчивость подвешенных заготовок на протяжении всего производственного цикла.
- Пневматическая система:
Пневматическая система в контексте порошковой покраски представляет собой важный аспект, отвечающий за передачу порошка и управление различными элементами системы, такими как пистолет для порошковой покраски и дозатор. Эта система играет ключевую роль в обеспечении точности и контроля процесса нанесения порошкового покрытия.
Типичная пневматическая система включает компрессор, трубопроводы, регуляторы давления и другие пневматические компоненты. Компрессор создает сжатый воздух, который используется для транспортировки порошка от емкости к пистолету и для создания необходимого давления для его распыления.
Регуляторы давления в пневматической системе обеспечивают точный контроль над давлением воздуха, поступающего в пистолет и другие узлы системы. Это критично для настройки оптимальных условий распыления порошка и обеспечения стабильности процесса.
Современные пневматические системы в порошковой покраске могут включать электропневматические элементы, что обеспечивает дополнительный уровень автоматизации и контроля. Это позволяет легко регулировать параметры процесса, такие как расход порошка, а также интегрировать систему в общий производственный процесс.
Надежная и эффективная пневматическая система является фундаментальным элементом для обеспечения стабильности, точности и высокой производительности в процессе порошковой покраски.
- Электростатический блок питания:
Электростатический блок питания представляет собой ключевой компонент в системе порошковой покраски, ответственный за создание и управление электростатическим полем, необходимым для эффективного нанесения порошкового покрытия на заготовки.
Основная функция электростатического блока питания заключается в генерации высокого напряжения, которое заряжает порошковые частицы, делая их подверженными электрическому притяжению к поверхности заготовок. Этот процесс обеспечивает равномерное распределение порошка и прочное его прилипание к поверхности, что в итоге формирует качественное покрытие.
Современные электростатические блоки питания обладают возможностью регулировки высокого напряжения, а также контроля других параметров, таких как ток и частота. Это позволяет точно настраивать систему под конкретные требования покраски, обеспечивая оптимальные условия для различных порошков и материалов.
Интеграция электростатического блока питания в систему порошковой покраски обеспечивает высокую степень контроля над процессом нанесения, что особенно важно при работе с разнообразными формами и размерами заготовок. Это также способствует уменьшению потерь порошка, повышению эффективности и созданию рабочей среды с минимальным риском возгорания порошка.
Таким образом, электростатический блок питания является фундаментальным элементом, обеспечивающим успех порошковой покраски и обеспечивающим высокую эффективность в промышленных приложениях.
- Инфракрасная система отверждения:
Инфракрасная система отверждения представляет собой важный этап в процессе порошковой покраски, обеспечивающий термическую полимеризацию порошкового покрытия. Эта технология использует инфракрасное излучение для создания теплового воздействия, ускоряющего отверждение порошка и формирование прочного покрытия.
Типичная инфракрасная система включает в себя инфракрасные лампы или панели, расположенные в специальной печи. Эти источники излучения генерируют инфракрасное излучение, которое проникает в толщу порошкового слоя, вызывая его нагрев и полимеризацию. Такой подход позволяет более эффективно использовать тепловую энергию и сокращает время отверждения по сравнению с традиционными методами.
Преимущества инфракрасных систем отверждения включают более равномерное и быстрое прогревание, что способствует уменьшению времени цикла производства и повышению производительности. Кроме того, возможность точной настройки температуры в различных зонах печи позволяет оптимизировать условия отверждения под конкретные требования материала порошка и типа заготовок.
Инфракрасная система отверждения также позволяет снизить энергопотребление, поскольку прогрев происходит непосредственно в толще покрытия, минимизируя потери тепла в окружающую среду. Это делает данную технологию более эффективной с точки зрения ресурсов и экологически более дружественной.
Таким образом, инфракрасные системы отверждения являются ключевым компонентом в современных производственных линиях порошковой покраски, обеспечивая быстрое, эффективное и качественное отверждение порошкового покрытия.
- Пневматический пистолет для порошковой покраски:
Пневматический пистолет для порошковой покраски представляет собой устройство, используемое для нанесения порошкового покрытия на поверхность заготовок. Этот инструмент играет важную роль в точности и равномерности нанесения покрытия, определяя в конечном итоге качество и эффективность порошковой покраски.
Типичный пневматический пистолет включает в себя рукоятку с курком, регулируемый поток воздуха и дозатор порошка. В процессе работы воздух под высоким давлением используется для распыления и подачи заряженных порошковых частиц на поверхность заготовок. Электростатический заряд, полученный от электростатического блока питания, обеспечивает притяжение частиц к поверхности, обеспечивая равномерное и качественное покрытие.
Регулируемые параметры пневматического пистолета, такие как давление воздуха и поток порошка, позволяют адаптировать процесс к различным типам порошков и требованиям конкретного проекта. Также существуют различные насадки и аппликаторы для разных видов покрытий и форм заготовок.
Современные пневматические пистолеты обычно оборудованы системами управления, позволяющими операторам легко регулировать параметры во время процесса. Это включает в себя автоматизированные системы регулировки давления, а также индикаторы для контроля расхода порошка и равномерности нанесения.
Выбор правильного пневматического пистолета и оптимальные настройки играют решающую роль в достижении высокой эффективности и качества порошковой покраски, делая этот инструмент неотъемлемым в производственных процессах.
- Преобразователь частоты для вентилятора:
Преобразователь частоты для вентилятора является важным компонентом системы вентиляции в процессе порошковой покраски. Этот устройство обеспечивает регулирование скорости вращения вентилятора, что влияет на эффективность удаления излишков порошка и обеспечивает оптимальные условия в рабочей зоне.
Преобразователь частоты позволяет изменять частоту переменного тока, поступающего на вентилятор, что в свою очередь регулирует его скорость. Это важно для поддержания требуемого уровня вентиляции в зависимости от объема порошка, рабочей температуры и других факторов.
Регулируемая скорость вентилятора помогает эффективно управлять потоком воздуха в камере покраски, что важно для равномерного распределения порошка и предотвращения его оседания в неподходящих местах. Это также способствует экономии энергии, так как вентиляторы могут работать на более низких скоростях в периоды меньшей загрузки.
Системы с преобразователями частоты обеспечивают более гибкое управление вентиляторами, что особенно полезно в условиях переменной загрузки и требований к вентиляции. Автоматическое регулирование скорости также снижает износ вентиляторов и обеспечивает долгий срок службы оборудования.
Таким образом, преобразователи частоты для вентиляторов являются неотъемлемым элементом в системах вентиляции при порошковой покраске, обеспечивая эффективность, энергосбережение и оптимальные условия для производственных процессов.
- Система рециркуляции порошка:
Система рециркуляции порошка представляет собой важный элемент в процессе порошковой покраски, обеспечивая эффективное использование порошка и минимизацию потерь в производственной среде.
Основная функция системы рециркуляции — это возвращение излишков порошка, не использованных в процессе нанесения, обратно в систему для повторного использования. Это снижает количество отходов, улучшает экономическую эффективность и способствует более устойчивому использованию порошковых материалов.
Типичная система рециркуляции включает в себя цикл поднятия и отделения излишков порошка с помощью специальных сепараторов. После отделения, чистый порошок возвращается в систему подачи для дальнейшего использования, а отсевы и излишки могут подвергаться процессу рециклинга или утилизации.
Применение системы рециркуляции порошка имеет несколько преимуществ. Во-первых, это сокращает затраты на закупку нового порошка, что важно с экономической и экологической точек зрения. Во-вторых, это способствует улучшению качества покрытия, поскольку повторное использование чистого порошка обеспечивает стабильные характеристики и цветовую согласованность.
Системы рециркуляции также способствуют снижению воздушных выбросов порошка и созданию более чистой рабочей среды, что важно для соблюдения стандартов по охране окружающей среды и безопасности труда.
Таким образом, системы рециркуляции порошка играют ключевую роль в оптимизации процесса порошковой покраски, обеспечивая эффективное использование ресурсов и соблюдение принципов устойчивого производства.
- Система автоматизации процесса:
Система автоматизации процесса в порошковой покраске представляет собой комплекс технологических решений и оборудования, направленных на автоматизацию ключевых этапов производства. Это включает в себя контроль, регулирование и координацию различных компонентов системы для повышения эффективности, точности и стабильности процесса.
Одним из основных элементов системы автоматизации является программируемый логический контроллер (ПЛК), который управляет различными узлами и оборудованием на основе заранее заданных алгоритмов. ПЛК может координировать работу пневматических систем, электростатических блоков питания, транспортеров и других узлов, обеспечивая согласованность и точность в каждом этапе производства.
Система автоматизации также включает в себя сенсоры и датчики для мониторинга различных параметров, таких как температура, давление, расход порошка и другие. Эти данные используются для обратной связи и коррекции параметров процесса, что обеспечивает более высокую степень контроля над производственными операциями.
Преимущества систем автоматизации включают повышение производительности, снижение отходов, соблюдение точных стандартов качества, а также снижение риска человеческих ошибок. Автоматизированные системы также могут быть легко интегрированы с системами мониторинга и управления на основе данных, что улучшает общую эффективность производства.
Таким образом, системы автоматизации процесса являются ключевым элементом в современных системах порошковой покраски, обеспечивая оптимальные условия, снижение издержек и повышение конкурентоспособности производства.
- Компактная сушильная камера:
Компактная сушильная камера представляет собой специальное оборудование, используемое в порошковой покраске для отверждения и закрепления порошкового покрытия на поверхности заготовок. Эта камера создает условия, благоприятные для тепловой обработки, что приводит к образованию прочного и долговечного покрытия.
Обычно компактные сушильные камеры оборудованы системами контроля температуры, времени и вентиляции. Они обеспечивают равномерное распределение тепла внутри камеры, что необходимо для достижения однородного отверждения порошка на поверхности заготовок.
Камера также имеет вентиляционные системы для эффективного удаления избыточного тепла и отработанного воздуха. Это важно для поддержания оптимальных условий внутри камеры и предотвращения возможных деформаций или дефектов в отвержденном покрытии.
Компактные сушильные камеры обычно используются в составе автоматизированных линий порошковой покраски, где они интегрированы в производственный процесс. Это позволяет снизить время цикла производства, увеличить производительность и обеспечить высокое качество отвержденного покрытия.
Такие камеры могут быть настроены на разные температурные режимы в зависимости от требований к отверждению конкретных порошков и типов заготовок. Это делает их важным звеном в процессе порошковой покраски, обеспечивая надежное и эффективное завершение этапа отверждения.
- Система воздушной фильтрации:
Система воздушной фильтрации в контексте порошковой покраски представляет собой важный компонент, обеспечивающий чистоту воздуха в окружающей среде и предотвращающий загрязнение рабочего пространства.
Основная функция системы воздушной фильтрации заключается в улавливании частиц порошка, которые могут быть выброшены в воздух в процессе нанесения порошка на заготовки или в результате других производственных операций. Фильтры задерживают эти мельчайшие частицы, предотвращая их попадание в атмосферу и обеспечивая чистоту воздуха вокруг производственного оборудования.
Системы воздушной фильтрации обычно включают в себя различные типы фильтров, такие как мешочные фильтры, кассетные фильтры или электростатические фильтры. Эти фильтры имеют различные степени фильтрации, позволяя улавливать как крупные, так и мелкие частицы порошка.
Эффективная система воздушной фильтрации имеет не только значительное значение для соблюдения стандартов по охране окружающей среды, но и для обеспечения здоровых условий труда для персонала. Она также помогает предотвратить оседание порошка внутри производственного оборудования, что может снизить риск возгорания и повысить долговечность оборудования.
Таким образом, системы воздушной фильтрации играют ключевую роль в обеспечении чистой и безопасной рабочей среды в процессе порошковой покраски, содействуя соблюдению нормативов и повышая эффективность производства.
- Мобильная стойка для порошковой покраски:
Мобильная стойка для порошковой покраски представляет собой портативную конструкцию, оборудованную необходимыми узлами для проведения порошковой покраски в местах, где фиксированные линии неэффективны или невозможны.
Такие стойки обычно включают в себя поддерживающую раму, пневматический пистолет, систему подачи порошка и управляющий блок. Мобильные стойки обладают маневренностью и легкостью перемещения, что делает их удобными для окраски крупных деталей или в условиях, где требуется высокая подвижность.
Использование мобильных стоек для порошковой покраски обеспечивает гибкость в организации производственного процесса, позволяя проводить окраску на различных этапах производства или даже вне производственных помещений. Это особенно полезно при реставрации, ремонте или в случаях, когда большие детали не могут быть легко перемещены к фиксированным линиям покраски.
Мобильные стойки также могут быть эффективны в ситуациях, где необходимо быстро переключаться между разными цветами или материалами порошкового покрытия. Это экономит время и ресурсы, позволяя более гибко управлять процессом.
Таким образом, мобильные стойки для порошковой покраски представляют собой удобное и гибкое решение, дополняющее традиционные стационарные линии, и находят применение в различных сценариях производства.
- Конвейерная система для подвешивания заготовок:
Конвейерная система для подвешивания заготовок представляет собой важный элемент линии порошковой покраски, обеспечивая эффективное перемещение и подвешивание деталей вдоль производственного процесса.
Основная функция конвейера — это транспортировка заготовок от станции к станции, начиная с этапа предварительной обработки и заканчивая отверждением порошка. Системы подвешивания предоставляют специальные крючки, крепления или ячейки для устойчивого размещения деталей на конвейере.
Конвейерные системы обеспечивают автоматизированный и непрерывный поток деталей, что повышает производительность и эффективность процесса порошковой покраски. Они также могут быть интегрированы с другими автоматизированными системами, такими как системы предварительной очистки, пневматические пистолеты, и системы отверждения.
Важными характеристиками конвейерных систем являются скорость перемещения, надежность подвешивания, а также возможность поддержания оптимальных условий для порошковой покраски на протяжении всего цикла производства.
Такие системы подвешивания на конвейерах часто применяются в массовом производстве, где высокая степень автоматизации и стандартизации играют важную роль в обеспечении качественного и эффективного процесса порошковой покраски.
- Инфракрасный термометр для контроля температуры:
Инфракрасный термометр является важным инструментом в порошковой покраске для надежного контроля температуры на различных этапах производственного процесса.
Этот прибор использует инфракрасное излучение для измерения температуры поверхности объекта без контакта. Он может эффективно измерять температуру заготовок, оборудования или окружающей среды, что является критическим аспектом в процессе порошковой покраски.
На этапе подготовки поверхности и перед нанесением порошка важно иметь точные измерения температуры, чтобы гарантировать, что поверхность достаточно нагрета для оптимального адгезии порошка. В процессе отверждения также важно контролировать температуру, чтобы достичь правильного времени и температуры отверждения порошка.
Инфракрасные термометры обеспечивают быстрое и точное измерение температуры, а их бесконтактный характер делает их удобными и безопасными в использовании. Они могут иметь разные режимы измерения, диапазоны температур и функции для более эффективного контроля.
Таким образом, инфракрасные термометры играют важную роль в обеспечении точности и качества порошковой покраски, предоставляя операторам и инженерам необходимую информацию для оптимальной настройки и управления производственным процессом.
- Камера для измерения толщины покрытия:
Камера для измерения толщины покрытия является важным инструментом в порошковой покраске, обеспечивая точный контроль за качеством наносимого порошкового слоя на поверхности заготовок.
Эта камера использует оптические или лазерные технологии для измерения толщины покрытия, позволяя операторам точно контролировать соответствие толщины покрытия требованиям проекта. Такой инструмент обычно работает на основе принципа отражения или преломления света на границе между покрытием и подложкой.
Измерение толщины покрытия имеет критическое значение для обеспечения равномерности и соответствия требованиям защитных свойств покрытия. Это также позволяет избежать недостатков, таких как переизбыток или недостаток материала, что может существенно влиять на качество и долговечность покрытия.
Современные камеры для измерения толщины покрытия обеспечивают высокую точность, автоматизированный сбор данных и часто интегрируются в системы контроля качества на производственной линии. Это помогает операторам мгновенно реагировать на отклонения от установленных параметров и корректировать процесс нанесения порошка.
Таким образом, камеры для измерения толщины покрытия являются неотъемлемым инструментом в обеспечении высокого стандарта качества в порошковой покраске, обеспечивая точность и согласованность толщины на каждом этапе производства.
- Пневматический транспортер для порошка:
Пневматический транспортер для порошка – это устройство, использующее поток сжатого воздуха для перемещения порошковых материалов в процессе порошковой покраски. Этот инструмент играет важную роль в транспортировке порошков от емкости с порошком к месту нанесения.
Принцип работы пневматического транспортера основан на создании потока воздуха, который переносит порошок через трубопроводы или шланги. Это обеспечивает эффективный и равномерный поток порошка, что критически важно для точного и однородного покрытия поверхности заготовок.
Пневматические транспортеры позволяют перемещать порошок на различные расстояния и по сложным траекториям, что делает их удобными в использовании в разнообразных конфигурациях производственных помещений. Они также обеспечивают возможность транспортировки порошка на высокие уровни или на большие расстояния, что может быть необходимо в некоторых производственных процессах.
Эффективность пневматических транспортеров связана с правильным подбором параметров, таких как давление воздуха, скорость передачи и диаметр трубопровода. Контроль этих параметров позволяет обеспечивать стабильный и надежный транспорт порошка в течение всего производственного цикла.
Таким образом, пневматические транспортеры для порошка являются важным звеном в системе порошковой покраски, обеспечивая эффективный и точный транспорт порошка к месту его нанесения.
- Электростатический блок питания:
Электростатический блок питания – это ключевой компонент в системе электростатической покраски, играющий решающую роль в создании электростатического поля, необходимого для равномерного нанесения порошкового покрытия на поверхность заготовок.
Электростатический блок питания генерирует высокое напряжение, создавая коронный разряд вокруг распылителя порошка. Это приводит к зарядке порошковых частиц и их электростатическому притяжению к поверхности заготовки, создавая равномерное и прочное покрытие.
Контроль напряжения и тока в электростатическом блоке питания является важным аспектом для обеспечения стабильности и эффективности процесса. Это позволяет подстраивать параметры в зависимости от типа порошка, требований к покрытию и особенностей конкретного производственного процесса.
Современные электростатические блоки питания обеспечивают точное управление зарядом порошка, что важно для минимизации потерь порошка, повышения эффективности и создания качественного покрытия. Они также могут иметь функции автоматической регулировки и мониторинга для обеспечения стабильности в течение всего процесса покраски.
Таким образом, электростатические блоки питания являются ключевым звеном в системе электростатической покраски, обеспечивая надежное и эффективное создание электростатического поля для равномерного нанесения порошкового покрытия.
- Блок регулирования расхода порошка:
Блок регулирования расхода порошка представляет собой устройство, используемое в системах порошковой покраски для точного контроля количества порошка, поступающего на заготовки в процессе нанесения.
Этот блок обычно включает в себя дозаторы, клапаны и другие регулирующие механизмы, позволяя операторам точно настраивать расход порошка в зависимости от типа материала, требований к покрытию и характеристик заготовок. Регулирование расхода порошка важно для достижения однородного и качественного покрытия, а также для экономии материала и ресурсов.
Современные системы порошковой покраски обычно включают в себя автоматизированные блоки регулирования, которые могут быть интегрированы в общую систему управления производством. Это обеспечивает более точный и эффективный контроль за процессом нанесения порошка.
Блок регулирования расхода порошка также может включать системы мониторинга, позволяя операторам отслеживать и корректировать параметры в реальном времени. Это важно для обеспечения стабильности производственного процесса и минимизации отклонений от заданных параметров.
Таким образом, блоки регулирования расхода порошка являются важным элементом в системах порошковой покраски, обеспечивая точный и управляемый процесс нанесения порошка на поверхность заготовок.
- Система предварительной очистки заготовок:
Система предварительной очистки заготовок представляет собой комплекс технологических решений и оборудования, направленных на удаление загрязнений, масел и других частиц с поверхности перед нанесением порошкового покрытия.
Эта система играет важную роль в обеспечении оптимальных условий для адгезии порошка к поверхности заготовок. Процесс предварительной очистки может включать в себя различные методы, такие как механическая очистка, химическая обработка, или применение специализированных систем, таких как ультразвуковая очистка.
Механическая очистка может включать использование щеток, воздушных струй, или абразивных методов для удаления ржавчины, старого красочного слоя и других загрязнений. Химическая обработка часто включает промывку заготовок в специальных растворах, которые удаляют масла, жиры и химические загрязнения.
Системы предварительной очистки также могут включать в себя системы сушки, чтобы обеспечить абсолютную сухость поверхности перед нанесением порошка. Это важно для предотвращения образования пузырьков или дефектов в порошковом покрытии.
Обеспечение эффективной системы предварительной очистки заготовок является критическим шагом в процессе порошковой покраски, поскольку она существенно влияет на адгезию и качество конечного покрытия.
- Жидкостный циклон для сбора избыточного порошка:
Жидкостный циклон представляет собой устройство, используемое в системах порошковой покраски для эффективного сбора избыточного порошка, который не пристыковался к поверхности заготовок в процессе нанесения.
Этот механизм основан на принципе центробежной сепарации. При перемещении потока воздуха в циклоне, порошковые частицы подвергаются центробежным силам, что приводит к их отделению от воздушного потока. Отделенный порошок затем направляется в специальный резервуар для дальнейшего использования или утилизации.
Жидкостные циклоны являются важным компонентом в системах восстановления порошка. Это позволяет минимизировать потери порошка, сэкономив ресурсы и снижая воздействие на окружающую среду. Кроме того, такие системы обеспечивают чистоту и порядок в производственном помещении, предотвращая оседание порошка на оборудовании и поверхностях.
Сбор избыточного порошка с помощью жидкостного циклона способствует повышению эффективности процесса порошковой покраски и сокращению потерь материала.
- Система рециркуляции воздуха:
Система рециркуляции воздуха является важным элементом в системах порошковой покраски, обеспечивая эффективную циркуляцию воздуха в рабочем пространстве и поддерживая оптимальные условия для нанесения порошкового покрытия.
Эта система включает в себя вентиляционные устройства, фильтры и системы очистки воздуха. Главная цель рециркуляции воздуха заключается в поддержании чистоты воздуха вокруг производственного оборудования, минимизации распространения порошка в окружающем пространстве и создании комфортных условий для операторов.
Система рециркуляции воздуха также способствует экономии энергии, поскольку позволяет повторно использовать чистый воздух в процессе покраски. Это особенно важно в системах с закрытыми камерами, где минимизация потерь тепла и поддержание стабильных условий внутри помещения играют ключевую роль.
Фильтры в системе рециркуляции воздуха выполняют важную функцию в улавливании избыточного порошка и загрязнений, что предотвращает их попадание в атмосферу и поддерживает чистоту рабочего пространства. Регулировка вентиляционных параметров также позволяет оптимизировать условия для конкретных этапов процесса порошковой покраски.
Таким образом, системы рециркуляции воздуха играют важную роль в обеспечении эффективности, экономии ресурсов и поддержании чистоты воздуха в процессе порошковой покраски.
- Инфракрасная сушка порошкового покрытия:
Инфракрасная сушка порошкового покрытия представляет собой технологическое решение, использующее инфракрасное излучение для быстрого и эффективного отверждения порошкового покрытия после нанесения на поверхность заготовок.
Эта система сушки играет ключевую роль в процессе порошковой покраски, ускоряя время отверждения порошка и позволяя увеличить производительность производственного процесса. Инфракрасное излучение проникает в толщу порошкового слоя, вызывая его отверждение и образование прочной поверхности.
Преимущества инфракрасной сушки включают быстроту процесса, экономию энергии и возможность точного контроля температуры в зависимости от типа порошка и характеристик заготовок. Это позволяет избежать излишнего подогрева и обеспечивает более равномерное отверждение порошка.
Инфракрасные системы сушки могут быть интегрированы в линии порошковой покраски, обеспечивая непрерывный процесс от нанесения до отверждения. Они также могут быть адаптированы для различных конфигураций и объемов производства.
Таким образом, инфракрасная сушка порошкового покрытия является важным этапом в производственном цикле, обеспечивая высокую эффективность и качество отвержденного порошка.
- Автоматизированная система управления процессом порошковой покраски:
Автоматизированная система управления процессом порошковой покраски представляет собой комплекс программных и аппаратных средств, предназначенных для контроля, регулирования и мониторинга всех этапов производственного цикла порошковой покраски.
Эта система включает в себя сенсоры, датчики, контроллеры и программное обеспечение, позволяющее автоматизировать ключевые процессы, такие как подготовка поверхности, нанесение порошка, сушка и отверждение. Автоматизированный подход к управлению процессом порошковой покраски обеспечивает высокую точность, стабильность и эффективность.
Система также может включать в себя элементы искусственного интеллекта и машинного обучения для анализа данных, предсказания возможных отклонений и оптимизации параметров производства. Это способствует улучшению производственной производительности и предотвращению потенциальных дефектов.
Преимущества автоматизированных систем включают в себя повышение качества покрытия, сокращение времени производства, минимизацию потерь материала и обеспечение стабильности производственных процессов.
Такая система управления позволяет операторам более эффективно использовать оборудование, сокращать воздействие человеческого фактора и снижать затраты на производство, что делает ее важным компонентом в современных производственных линиях порошковой покраски.
- Термостойкая лента для маскировки:
Термостойкая лента для маскировки представляет собой специализированную ленту, предназначенную для закрытия и защиты определенных участков поверхности заготовок в процессе порошковой покраски.
Эта лента обладает высокой термостойкостью, что позволяет ей выдерживать высокие температуры в процессе отверждения порошка без деформации или передачи клеящего вещества на поверхность. Она широко используется для создания четких линий разграничения между областями, подлежащими покраске, и теми, которые должны остаться непокрытыми.
Термостойкая лента для маскировки обеспечивает прочное и надежное закрытие, предотвращая проникновение порошка в нежелательные зоны. Это важно для достижения высокого качества и точности в нанесении порошкового покрытия, особенно при работе с сложными формами или деталями.
Выбор правильной термостойкой ленты зависит от конкретных требований процесса, таких как форма заготовок, тип используемого порошка и температурные характеристики процесса отверждения.
- Электростатический распылитель порошка:
Электростатический распылитель порошка является ключевым компонентом в системах порошковой покраски, предназначенным для равномерного и эффективного нанесения порошкового материала на поверхность заготовок.
Электростатический распылитель использует принцип электростатического заряда для привлечения порошковых частиц к поверхности заготовок. Распылитель заряжает порошок, создавая электростатическое поле между распылителем и заготовкой. Это приводит к притяжению заряженных порошковых частиц к поверхности заготовки, обеспечивая равномерное и прочное покрытие.
Такие распылители могут иметь разные конфигурации, включая ручные, автоматические и роботизированные. Они также могут быть адаптированы к различным типам порошков и конфигурациям заготовок, что делает их универсальными в различных производственных условиях.
Преимущества электростатических распылителей включают в себя высокую эффективность использования порошка, минимизацию потерь материала, а также возможность работы с сложными формами и труднодоступными участками заготовок.
Таким образом, электростатические распылители порошка являются ключевым звеном в системах порошковой покраски, обеспечивая точное и экономичное нанесение порошка на поверхность заготовок.
- Система воздушной фильтрации:
Система воздушной фильтрации в порошковой покраске представляет собой комплекс оборудования, предназначенного для очистки воздуха от частиц порошка и других загрязнений, чтобы поддерживать чистоту окружающей среды в производственном помещении.
Эта система включает в себя фильтры, обеспечивающие эффективную фильтрацию воздуха и улавливание мельчайших порошковых частиц. Очищенный воздух затем рециркулируется в производственном помещении или выбрасывается в атмосферу с соблюдением экологических стандартов.
Системы воздушной фильтрации играют важную роль в поддержании здоровья работников и предотвращении загрязнения окружающей среды. Они помогают предотвратить оседание порошка на оборудовании и стенах помещения, улучшая условия труда и обеспечивая безопасность производственного процесса.
Конфигурация системы воздушной фильтрации может варьироваться в зависимости от объема производства, типа порошка и других факторов. Регулярная замена и обслуживание фильтров также важны для поддержания высокой эффективности системы.
Таким образом, системы воздушной фильтрации являются неотъемлемой частью оборудования в производственных линиях порошковой покраски, обеспечивая чистоту воздуха в производственном помещении.
- Ультразвуковая система очистки деталей:
Ультразвуковая система очистки деталей представляет собой специализированное оборудование, использующее ультразвуковые волны для эффективной очистки поверхностей деталей от различных загрязнений, масел и частиц.
Принцип работы ультразвуковой очистки основан на явлении кавитации, когда воздушные пузыри в жидкости создаются и коллапсируют под воздействием ультразвуковых волн. Этот процесс генерирует микроскопические вихри и удаляет загрязнения с поверхности деталей.
Ультразвуковые системы очистки находят широкое применение в подготовке деталей перед порошковой покраской. Они способны эффективно очищать сложные формы и труднодоступные участки, что важно для обеспечения хорошей адгезии порошка.
Преимущества включают высокую эффективность очистки, возможность обработки различных материалов и форм, а также минимальное воздействие на окружающую среду. Однако выбор параметров, таких как частота ультразвука и тип используемой жидкости, должен быть адаптирован к конкретным требованиям процесса.
Таким образом, ультразвуковые системы очистки деталей играют важную роль в подготовке поверхностей перед порошковой покраской, обеспечивая высокую степень чистоты и качественное нанесение покрытия.
- Инфракрасный термометр для контроля температуры:
Инфракрасный термометр для контроля температуры представляет собой устройство, использующее инфракрасное излучение для измерения поверхностной температуры объектов без физического контакта.
В процессе порошковой покраски инфракрасные термометры часто применяются для мониторинга и контроля температурных параметров на различных этапах, таких как сушка и отверждение порошка. Они обеспечивают быстрое и точное измерение температуры, позволяя операторам поддерживать оптимальные условия для процесса.
Такие термометры обычно оборудованы лазерным указателем для точного целирования и измерения конкретных участков. Инфракрасные термометры обеспечивают не только удобство в использовании, но и минимизацию риска контаминации или повреждения поверхностей объектов.
Использование инфракрасных термометров в процессе порошковой покраски помогает обеспечить соблюдение технологических параметров, предотвращая перегрев или недостаточное отверждение порошка, что в итоге влияет на качество и прочность покрытия.
- Пневматический пистолет для очистки поверхности:
Пневматический пистолет для очистки поверхности представляет собой инструмент, который использует сжатый воздух для удаления пыли, мелких частиц, масел и других загрязнений с поверхности объектов перед порошковой покраской.
Этот инструмент играет важную роль в подготовке заготовок, обеспечивая чистоту поверхности перед нанесением порошкового покрытия. Пневматические пистолеты обладают достаточной мощностью, чтобы эффективно удалять различные виды загрязнений, обеспечивая хорошую адгезию порошка.
Пневматические пистолеты для очистки обычно легки, портативны и легко управляемы. Они оснащены различными насадками и соплами, что позволяет адаптировать их к разным типам поверхностей и формам заготовок.
Эффективное использование пневматического пистолета для очистки поверхности перед порошковой покраской помогает предотвратить нежелательные дефекты в покрытии, такие как пузырьки или неровности, и повышает общее качество окончательного порошкового слоя.
- Электростатический мониторинг покрытия:
Электростатический мониторинг покрытия представляет собой технологию, используемую для оценки и контроля толщины порошкового покрытия на поверхности заготовок в процессе порошковой покраски.
Эта система основана на измерении электростатических свойств порошкового слоя. Мониторинг проводится с использованием специальных приборов, которые оценивают электрическую ёмкость или сопротивление покрытия. Полученные данные позволяют определить толщину порошкового слоя и убедиться в соответствии его параметров требованиям спецификаций.
Электростатический мониторинг играет важную роль в обеспечении качества порошковой покраски, предотвращая проблемы, связанные с недостаточной или избыточной толщиной покрытия. Он также помогает оптимизировать расход порошка, улучшая эффективность процесса и снижая затраты материала.
Информация, полученная в результате мониторинга, может быть использована для коррекции параметров нанесения порошка и обеспечения однородного и точного покрытия на заготовках.
- Система автоматической подачи порошка:
Система автоматической подачи порошка представляет собой комплексное оборудование, предназначенное для автоматизации процесса загрузки порошкового материала в распылитель в системах порошковой покраски.
Эта система обычно включает в себя контейнеры для порошка, транспортные механизмы, дозаторы и системы управления. Она спроектирована для обеспечения равномерного и точного подачи порошка в распылитель, что важно для достижения высококачественного покрытия.
Преимущества автоматической системы подачи порошка включают повышение эффективности производства, снижение потерь материала, а также минимизацию воздействия человеческого фактора на процесс. Она также обеспечивает возможность настройки параметров подачи в зависимости от характеристик порошка и требований конкретного производства.
Такие системы способствуют стабильности и надежности процесса порошковой покраски, обеспечивая точность и равномерность расхода материала на протяжении всего цикла производства.
- Конвейерная система транспортировки заготовок:
Конвейерная система транспортировки заготовок представляет собой механизированную систему, спроектированную для перемещения заготовок или изделий вдоль заранее определенного маршрута в процессе порошковой покраски.
Эта система обеспечивает эффективный и автоматизированный транспорт заготовок через различные этапы производственного цикла, включая нанесение порошка, сушку, отверждение и, при необходимости, дополнительные операции подготовки.
Преимущества конвейерных систем включают в себя увеличение производительности, стандартизацию процесса, сокращение времени цикла производства и обеспечение равномерности обработки заготовок. Они также могут быть интегрированы с другими автоматизированными системами, такими как распылители и сушильные установки, для создания непрерывного и эффективного производственного потока.
Конвейерные системы транспортировки заготовок часто используются в современных линиях порошковой покраски, обеспечивая оптимизацию процесса и повышение общей эффективности производства.
- Электростатическая ванна для предварительного распределения порошка:
Электростатическая ванна для предварительного распределения порошка – это устройство, используемое в системах порошковой покраски для равномерного распределения и подготовки порошка к нанесению на поверхность заготовок.
В этой системе порошок подвергается электростатическому заряду в специальной ванне. Заряженные частицы порошка приобретают однородный электрический заряд, что улучшает их способность равномерного распределения при последующем нанесении. Это помогает предотвратить неоднородности и обеспечивает высококачественное порошковое покрытие.
Электростатические ванны способствуют повышению эффективности процесса порошковой покраски, минимизации потерь материала и обеспечению высокого качества покрытия. Они могут быть интегрированы в линии подготовки перед распылением порошка, играя ключевую роль в процессе подготовки порошка к равномерному нанесению.
- Терморегулятор для отверждения порошка:
Терморегулятор для отверждения порошка – это устройство, используемое в процессе порошковой покраски для точного контроля температуры в зонах сушки и отверждения порошкового покрытия.
Этот терморегулятор обеспечивает стабильные и оптимальные условия температуры, необходимые для процесса отверждения порошка. Точный контроль температуры влияет на качество и прочность окончательного покрытия, предотвращает перегрев или недостаточное отверждение порошка.
Терморегуляторы для отверждения порошка могут иметь различные режимы и параметры, а также функции автоматического регулирования. Это позволяет адаптировать параметры отверждения к различным типам порошка и характеристикам заготовок.
Использование терморегуляторов является важным шагом в обеспечении стабильности процесса отверждения порошкового покрытия и гарантирует соответствие требованиям качества.
- Вибросито для порошкового материала:
Вибросито для порошкового материала представляет собой устройство, используемое для классификации и фильтрации порошкового материала перед его нанесением в системах порошковой покраски.
Это оборудование включает в себя сито, которое подвергается вибрации, чтобы осуществлять разделение частиц порошка на разные фракции. Вибросито играет важную роль в удалении крупных частиц, агломератов и других примесей, что помогает обеспечить однородность и качество наносимого порошкового слоя.
Преимущества вибросит для порошкового материала включают повышение эффективности процесса порошковой покраски, предотвращение возможных дефектов из-за неоднородного состава порошка, а также продление срока службы распылителей и другого оборудования.
Вибросита могут быть интегрированы в линии подготовки порошка, обеспечивая оптимизацию производственных процессов и обеспечивая высокую точность в подаче порошка для нанесения.
- Система рециркуляции избыточного порошка:
Система рециркуляции избыточного порошка представляет собой комплексное оборудование, предназначенное для повторного использования и возвращения избыточного порошка в процесс порошковой покраски.
Эта система включает в себя механизмы сбора порошка, который не пристыковался к заготовке в процессе распыления. Собранный избыточный порошок подвергается процедуре фильтрации и очистки, а затем направляется обратно в распылитель для повторного использования.
Применение системы рециркуляции избыточного порошка обеспечивает эффективное использование материала, сокращение отходов и снижение затрат на порошок. Это также позволяет поддерживать стабильность цвета и состава порошкового покрытия, что важно для обеспечения высокого качества конечного продукта.
Системы рециркуляции избыточного порошка являются интегральной частью современных линий порошковой покраски, способствуя экономии материалов и обеспечивая экологически более устойчивый производственный процесс.
- Оборудование для удаления остаточного порошка:
Оборудование для удаления остаточного порошка представляет собой специализированные устройства, используемые в процессе порошковой покраски для эффективной очистки и удаления излишков порошка с поверхности заготовок после процесса распыления.
Это оборудование может включать в себя воздушные и механические системы очистки, которые удаляют порошок, не закрепившийся на поверхности заготовки. Воздушные системы могут включать в себя компрессоры и воздушные струи, а механические – щетки, валики или вибрационные механизмы.
Эффективное удаление остаточного порошка является важным этапом в процессе подготовки перед следующими этапами, такими как сушка и отверждение. Это также способствует повышению качества покрытия, предотвращению дефектов и обеспечению однородности внешнего вида.
Такое оборудование играет ключевую роль в обеспечении чистоты и точности в процессе порошковой покраски, обеспечивая высокий стандарт качества окончательного продукта.
- Индукционная система подогрева заготовок:
Индукционная система подогрева заготовок представляет собой технологическую систему, использующую принцип индукции для нагрева металлических заготовок перед порошковой покраской.
В данной системе электромагнитные поля индукции создаются вблизи заготовок, и этот процесс нагрева происходит без физического контакта с источником тепла. Индукционный подогрев применяется для достижения определенной температуры, которая может быть необходима для оптимального нанесения порошка или для предварительной обработки материала.
Преимущества индукционной системы подогрева включают высокую эффективность, быстроту нагрева и возможность точного контроля температуры в зависимости от конкретных требований производства. Эта технология также часто считается более энергоэффективной по сравнению с некоторыми традиционными методами подогрева.
Индукционная система подогрева заготовок может быть важным компонентом в производственных линиях, где требуется предварительное нагревание перед этапами порошковой покраски.
- Роботизированная система нанесения порошка:
Роботизированная система нанесения порошка представляет собой высокотехнологичное оборудование, использующее роботы с программным управлением для автоматического и точного распыления порошкового материала на заготовки.
Эта система обеспечивает высокую степень автоматизации в процессе порошковой покраски, где роботы могут быть программированы для оптимального покрытия сложных форм и различных типов поверхностей. Роботизированные системы также обеспечивают повышенную точность и повторяемость нанесения, что существенно влияет на качество окончательного порошкового слоя.
Преимущества роботизированных систем включают в себя повышенную производительность, снижение отходов материала, а также возможность быстрой смены программ для разных типов заготовок. Кроме того, они могут быть интегрированы в цифровые системы мониторинга, что дополнительно улучшает контроль и эффективность процесса.
Роботизированные системы нанесения порошка становятся всё более популярными в современных производствах, где они обеспечивают высокий стандарт качества и оптимизацию производственных процессов.
- Система автоматической очистки распылителей:
Система автоматической очистки распылителей представляет собой оборудование, предназначенное для эффективной очистки и обслуживания распылителей в процессе порошковой покраски.
Эта система обычно включает в себя механизмы, автоматически удаляющие излишки порошка, осевшие на распылителях после нанесения. Очистка распылителей важна для поддержания их эффективности и предотвращения возможных дефектов в покрытии.
Преимущества систем автоматической очистки включают в себя уменьшение времени простоя для ручной очистки, повышение производительности и снижение риска контаминации порошкового материала. Это также способствует увеличению срока службы распылителей, что важно для стабильности производственного процесса.
Системы автоматической очистки распылителей являются важной частью современных линий порошковой покраски, обеспечивая эффективное и бесперебойное функционирование оборудования.
- Автоматизированная система мониторинга качества порошкового покрытия:
Автоматизированная система мониторинга качества порошкового покрытия – это комплексное оборудование, предназначенное для непрерывного контроля параметров и свойств порошкового слоя в процессе и после завершения порошковой покраски.
Эта система включает в себя различные сенсоры, камеры и приборы, предназначенные для измерения толщины, цвета, адгезии и других характеристик порошкового покрытия. Автоматизированные алгоритмы обработки данных обеспечивают точный и быстрый анализ результатов, позволяя операторам мгновенно реагировать на любые отклонения от установленных стандартов.
Преимущества автоматизированных систем мониторинга включают повышение качества контроля, минимизацию дефектов, сокращение потерь материала и обеспечение соответствия продукции высоким стандартам.
Эти системы не только содействуют обеспечению качественного порошкового покрытия, но также способствуют повышению эффективности производственных процессов и снижению затрат на брак.
- Оборудование для электростатической подготовки поверхности:
Оборудование для электростатической подготовки поверхности – это технология, используемая для очистки и приготовки поверхности заготовок перед процессом порошковой покраски.
Эта система включает в себя электростатическую станцию, где поверхность заготовки заряжается электростатически. Это приводит к тому, что порошковый материал легко прилипает к заготовке, обеспечивая более равномерное и эффективное покрытие.
Применение оборудования для электростатической подготовки поверхности позволяет улучшить адгезию порошка, предотвращает образование дефектов, таких как пузырьки или неровности, и обеспечивает более стойкое и качественное порошковое покрытие.
Эта технология играет важную роль в повышении эффективности порошковой покраски, обеспечивая надежную подготовку поверхности для оптимального нанесения порошка.
- Система вакуумной очистки заготовок:
Система вакуумной очистки заготовок представляет собой оборудование, используемое для эффективной очистки поверхности заготовок от пыли, масел, и других загрязнений перед порошковой покраской.
В этой системе создается вакуум, который притягивает и удаляет мельчайшие частицы с поверхности заготовок, обеспечивая чистоту и готовность к нанесению порошка. Это особенно важно для предотвращения дефектов в покрытии и обеспечения отличной адгезии порошка.
Преимущества системы вакуумной очистки включают высокую эффективность в удалении мелких частиц, минимизацию риска повреждения заготовок и улучшение общего качества порошкового покрытия. Эта система также может быть интегрирована в автоматизированные линии подготовки, что способствует оптимизации производственных процессов.
- Инфракрасная система предварительного нагрева:
Инфракрасная система предварительного нагрева представляет собой оборудование, используемое для термической подготовки поверхности заготовок перед процессом порошковой покраски.
Эта система работает на основе инфракрасного излучения, которое проникает в материал заготовок, нагревая его перед нанесением порошкового покрытия. Инфракрасный предварительный нагрев способствует лучшей адгезии порошка к поверхности, улучшает распределение порошка и сокращает время сушки и отверждения.
Преимущества инфракрасной системы предварительного нагрева включают повышение производительности, снижение энергозатрат и улучшение качества порошковой покраски. Она также позволяет эффективно работать с различными материалами и формами заготовок.
Инфракрасные системы предварительного нагрева часто интегрируются в производственные линии порошковой покраски, обеспечивая оптимизацию процесса и повышение общей эффективности
Порошковая покраска представляет собой современный метод покрытия металлических изделий порошковыми красками с последующей термической обработкой. Основное отличие этого метода от традиционного нанесения жидких красок заключается в том, что здесь используется порошковый материал, состоящий из твердых частиц пигмента и смолы. Эти частицы заряжаются электрическим полем и равномерно распределяются по поверхности изделия с помощью специального оборудования для порошковой покраски, такого как электрический краскопульт или автоматическая линия порошковой покраски.
После нанесения порошковая краска подвергается термической обработке в печи полимеризации, где под воздействием высоких температур (обычно от 160 до 220 градусов Цельсия) она плавится и образует прочное, гладкое и долговечное покрытие. Этот процесс известен как полимеризация, в результате которой краска приобретает свои окончательные свойства, такие как стойкость к механическим повреждениям, коррозии и воздействию ультрафиолетовых лучей.
Преимущества порошковой покраски перед традиционными методами окрашивания
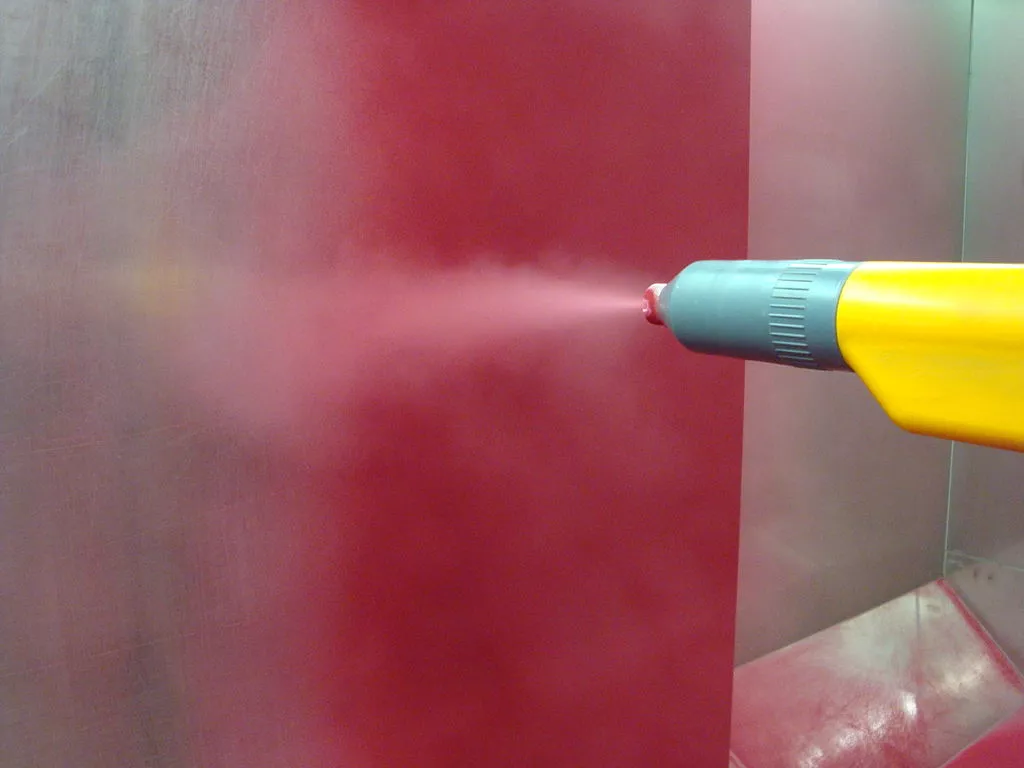
Порошковая покраска имеет ряд значительных преимуществ перед традиционными методами нанесения жидких красок. Вот некоторые из них:
- Экологичность: Порошковые краски не содержат растворителей, что делает их безопасными для окружающей среды. При нанесении порошковой краски практически отсутствуют выбросы летучих органических соединений (ЛОС), что снижает вредное воздействие на атмосферу и здоровье работников.
- Экономичность: Порошковая краска имеет высокую степень использования – до 98% материала может быть использовано повторно. Это существенно снижает затраты на материалы и делает процесс более рентабельным.
- Прочность и долговечность: Порошковое покрытие обладает высокой стойкостью к механическим повреждениям, коррозии и воздействию ультрафиолета. Это делает его идеальным для использования на изделиях, которые подвергаются интенсивной эксплуатации или воздействию неблагоприятных внешних факторов.
- Разнообразие цветов и текстур: Порошковая краска позволяет создавать покрытия различной текстуры (гладкие, матовые, глянцевые) и цвета. Также доступны специальные эффекты, такие как металлический блеск или античный эффект, что расширяет возможности дизайнеров и производителей.
- Быстрота процесса: Порошковая покраска не требует времени на сушку, как это необходимо при традиционном нанесении жидких красок. После полимеризации изделие готово к использованию, что сокращает производственные циклы и повышает эффективность.
Использование порошковой покраски в различных отраслях промышленности
Благодаря своим многочисленным преимуществам, порошковая покраска нашла широкое применение в различных отраслях промышленности. Основными пользователями этой технологии являются производители металлических изделий, таких как:
- Автомобильная промышленность: Порошковая покраска широко используется для покрытия автомобильных дисков, деталей кузова, а также различных компонентов подвески и двигателя. Высокая стойкость покрытия к коррозии и механическим повреждениям делает его идеальным для использования в условиях интенсивной эксплуатации.
- Строительная индустрия: Металлоконструкции, такие как профили, заборы, ворота и фасадные элементы, часто покрываются порошковыми красками для защиты от коррозии и придания эстетичного внешнего вида. Полимерные печи, используемые в строительной отрасли, обеспечивают надежное и долговечное покрытие, способное противостоять агрессивным внешним условиям.
- Электроника и бытовая техника: Порошковая покраска применяется для покрытия корпусов бытовых приборов и электроники, таких как холодильники, стиральные машины и микроволновые печи. Это обеспечивает изделиям привлекательный внешний вид и защиту от коррозии.
- Мебельное производство: Металлические каркасы и детали мебели часто покрываются порошковыми красками для повышения их прочности и долговечности, а также для придания желаемого цвета и текстуры.
- Железнодорожная и авиационная промышленность: В этих отраслях порошковая покраска используется для покрытия различных металлических деталей и компонентов, подвергающихся воздействию высоких механических нагрузок и агрессивных сред.
В целом, порошковая покраска стала неотъемлемой частью многих производственных процессов благодаря своим уникальным характеристикам и возможности создания прочного и долговечного покрытия. Использование современного оборудования для порошковой покраски, таких как линии порошковой покраски и полимерные печи, позволяет достигать высоких результатов и удовлетворять потребности самых требовательных клиентов.
Оборудование для порошковой покраски

Описание основного оборудования для порошковой покраски
Порошковая покраска требует использования специализированного оборудования, которое позволяет обеспечить качественное нанесение порошкового материала на различные поверхности и его последующую полимеризацию. Ключевые элементы этого процесса включают в себя:
- Пистолеты для порошковой покраски
Пистолет для порошковой покраски является одним из основных инструментов, используемых для нанесения порошкового материала на поверхность изделия. Существует несколько типов пистолетов, каждый из которых обладает своими особенностями и предназначен для определенных задач:
- Электростатические пистолеты: Эти пистолеты заряжают частицы порошковой краски электростатическим зарядом, что позволяет им прилипать к поверхности изделия. Электростатические пистолеты наиболее распространены и подходят для большинства задач, связанных с порошковой покраской.
- Трибостатические пистолеты: В этих пистолетах частицы порошковой краски заряжаются за счет трения, проходя через специальный канал. Трибостатические пистолеты идеально подходят для работы с изделиями сложной формы, где требуется равномерное покрытие.
- Автоматические пистолеты: Эти устройства интегрируются в автоматические линии порошковой покраски и управляются программным обеспечением. Они обеспечивают точное и равномерное нанесение краски на поверхность изделия и могут работать в условиях непрерывного производственного процесса.
Характеристики пистолетов для порошковой покраски:
- Эргономичность и удобство использования.
- Возможность регулировки потока порошка и напряжения.
- Поддержка различных режимов нанесения для достижения оптимального результата.
- Легкость в обслуживании и замене комплектующих.
- Порошковые камеры
Порошковая камера – это замкнутое пространство, в котором происходит нанесение порошковой краски на изделия. Камеры бывают различных типов в зависимости от предназначения и характеристик:
- Обитаемые камеры: Такие камеры предназначены для работы операторов внутри помещения во время нанесения краски. Они оснащены системами вентиляции и фильтрации воздуха для обеспечения безопасности и комфорта работы.
- Необитаемые камеры: В этих камерах процесс нанесения краски полностью автоматизирован, и оператору не требуется находиться внутри. Такие камеры чаще используются на крупных производствах, где важна высокая производительность.
- Камеры для покраски дисков: Эти специализированные камеры предназначены для нанесения порошковой краски на автомобильные диски. Они оснащены системами вращения и фиксации дисков, что обеспечивает равномерное нанесение покрытия.
- Камеры для напыления плоских деталей: Эти камеры предназначены для обработки крупных плоских изделий, таких как металлические листы или панели. Они обеспечивают равномерное нанесение краски на всю поверхность изделия.
Основные характеристики порошковых камер:
- Высокая эффективность улавливания порошка и его повторного использования.
- Надежные системы фильтрации и вентиляции для обеспечения безопасности оператора.
- Возможность регулировки размеров камеры в зависимости от габаритов окрашиваемых изделий.
- Печи для полимеризации
Печь для порошковой покраски является важным элементом оборудования, поскольку именно в ней происходит окончательная обработка изделия. В процессе полимеризации порошковая краска плавится и превращается в прочное покрытие. Существует несколько типов печей для полимеризации:
- Термокамеры: Печи, в которых нагревание осуществляется за счет конвекции горячего воздуха. Эти печи наиболее популярны благодаря своей простоте и надежности.
- Инфракрасные печи: В этих печах используется инфракрасное излучение, которое обеспечивает быстрое и равномерное нагревание поверхности изделия. Инфракрасные печи идеально подходят для работы с изделиями сложной формы.
- Печи пиролиза: Эти печи предназначены для удаления остатков старого покрытия с изделий перед нанесением нового слоя порошковой краски. Процесс пиролиза позволяет эффективно удалять старую краску путем термического разложения.
Основные характеристики полимерных печей:
- Точные температурные режимы для достижения оптимального результата полимеризации.
- Равномерное распределение температуры внутри печи.
- Высокая энергоэффективность и низкие эксплуатационные расходы.
Дополнительное оборудование и аксессуары
В дополнение к основному оборудованию, существует ряд аксессуаров и вспомогательных устройств, которые играют важную роль в процессе порошковой покраски:
- Системы подачи порошка: Эти устройства обеспечивают подачу порошковой краски в пистолет для нанесения. Они могут быть оснащены системами автоматического перемешивания и контроля уровня порошка.
- Системы вытяжки: Важная часть системы безопасности, которая отвечает за удаление излишков порошковой краски и загрязненного воздуха из камеры. Хорошо настроенная вытяжка предотвращает оседание пыли и улучшает качество покрытия.
- Запчасти для электрического краскопульта: Регулярное обслуживание и своевременная замена изношенных частей краскопульта, таких как сопла и фильтры, необходимы для поддержания его работоспособности и качества нанесения краски.
- Аксессуары для подготовки поверхности: Перед нанесением порошковой краски поверхность изделия должна быть тщательно подготовлена. Для этого используются пескоструйные машины, химические растворы и другие устройства, которые обеспечивают чистоту и адгезию покрытия.
Выбор оборудования для порошковой покраски
Выбор подходящего оборудования для порошковой покраски зависит от множества факторов, включая тип окрашиваемых изделий, объемы производства, требования к качеству покрытия и доступный бюджет. Вот несколько рекомендаций, которые помогут принять правильное решение:
- Определите тип и размер изделий: Если вы работаете с крупными или сложными изделиями, вам может понадобиться большая камера и мощная печь для полимеризации. Для мелких деталей подойдет компактное оборудование.
- Оцените объемы производства: Для крупных производственных линий потребуется автоматизированное оборудование, которое сможет работать в условиях непрерывного процесса. Для небольших объемов достаточно ручного оборудования.
- Учитывайте особенности порошковой краски: Разные типы порошковых красок могут требовать разного оборудования. Например, для термопластичных покрытий могут потребоваться специальные печи или системы подачи порошка.
- Планируйте обслуживание и замену комплектующих: Регулярное обслуживание оборудования и своевременная замена изношенных деталей помогут избежать простоев и сохранить высокое качество покрытия.
- Рассмотрите возможность покупки б/у оборудования: Если ваш бюджет ограничен, можно рассмотреть вариант покупки подержанного оборудования. Однако важно тщательно проверять его состояние и работоспособность.
Заключение
Оборудование для порошковой покраски играет ключевую роль в обеспечении качества и долговечности покрытия. Выбор подходящего оборудования требует внимательного подхода, учета всех аспектов производственного процесса и регулярного обслуживания. Использование современного оборудования, такого как автоматические пистолеты, полимерные печи и специализированные камеры, позволяет значительно улучшить производительность и снизить затраты на производство.
Линии порошковой покраски: автоматизация и процессы

Введение в автоматические линии порошковой покраски
Автоматические линии порошковой покраски представляют собой комплексные системы, предназначенные для высокоэффективного и качественного нанесения порошкового покрытия на различные изделия. Такие линии обеспечивают непрерывный производственный процесс, минимизируя человеческий фактор и повышая точность нанесения краски. Использование автоматических линий порошковой покраски становится все более популярным среди предприятий, стремящихся повысить производительность и снизить себестоимость продукции.
Основные компоненты автоматической линии порошковой покраски
Автоматическая линия порошковой покраски состоит из нескольких ключевых компонентов, каждый из которых выполняет свою специфическую функцию:
- Система подачи изделий:
- Конвейеры: Используются для перемещения изделий между различными этапами покраски. Конвейеры могут быть ленточными, роликовыми или цепочными, в зависимости от специфики производства.
- Подъемники и транспортёры: Обеспечивают вертикальное перемещение изделий, позволяя эффективно использовать пространство производственного помещения.
- Система подготовки поверхности:
- Пескоструйные установки: Очищают поверхность изделий от ржавчины, старого покрытия и других загрязнений, обеспечивая лучшую адгезию порошковой краски.
- Сушилки: Предварительно сушат изделия после очистки, предотвращая образование конденсата, который может негативно сказаться на качестве покрытия.
- Система нанесения порошковой краски:
- Автоматические пистолеты: Интегрированы в линию и программируются для точного нанесения краски на изделия. Они могут регулироваться по параметрам, таким как давление, скорость перемещения и угол наклона.
- Системы заряда: Обеспечивают электростатическую зарядку порошковой краски для равномерного распределения по поверхности изделия.
- Система сушки и полимеризации:
- Печи полимеризации: Предназначены для термической обработки изделий, что позволяет порошковой краске плавиться и образовывать прочное покрытие. Полимерные печи обеспечивают стабильные температурные режимы и равномерное распределение тепла.
- Охладительные установки: После полимеризации изделия охлаждаются, что предотвращает деформацию и обеспечивает стабильность покрытия.
- Система контроля качества:
- Инспекционные станции: Оснащены оборудованием для проверки толщины покрытия, равномерности нанесения и отсутствия дефектов.
- Системы автоматического контроля: Включают датчики и камеры, которые анализируют качество покрытия в реальном времени и вносят корректировки в процесс при необходимости.
Преимущества автоматизации процесса порошковой покраски
Автоматизация линии порошковой покраски приносит ряд существенных преимуществ:
- Повышение производительности:
- Автоматические линии способны обрабатывать большие объемы изделий за короткое время, что значительно увеличивает общую производительность предприятия.
- Непрерывный процесс покраски снижает время простоя и позволяет оптимально использовать производственные мощности.
- Улучшение качества покрытия:
- Автоматизированные системы обеспечивают равномерное и точное нанесение порошковой краски, снижая вероятность появления дефектов, таких как потеки, неоднородности или недостаточная адгезия.
- Программируемые параметры позволяют точно контролировать толщину покрытия и другие характеристики, что гарантирует соответствие продукции высоким стандартам качества.
- Снижение затрат на производство:
- Автоматизация сокращает потребность в ручном труде, что уменьшает затраты на заработную плату и снижает риск человеческих ошибок.
- Оптимизация использования материалов благодаря точному нанесению порошковой краски снижает расход материалов и уменьшает количество отходов.
- Повышение безопасности труда:
- Автоматические линии минимизируют контакт операторов с порошковой краской и высокими температурами, что снижает риск профессиональных заболеваний и травм.
- Интеграция систем вентиляции и фильтрации в линии обеспечивает безопасные условия труда, уменьшая количество пыли и вредных частиц в воздухе.
- Гибкость и адаптивность:
- Автоматические линии могут быть легко перенастроены для работы с различными типами изделий и видами порошковой краски, что позволяет предприятиям быстро реагировать на изменения спроса и требования рынка.
- Модульная конструкция линий позволяет добавлять или удалять компоненты в зависимости от потребностей производства, обеспечивая гибкость и масштабируемость.
Технологические аспекты автоматических линий порошковой покраски
- Программное обеспечение и управление процессом:
- Современные автоматические линии оснащены продвинутыми системами управления, которые позволяют программировать и контролировать все этапы процесса покраски.
- Интеграция с системами ERP и MES обеспечивает централизованное управление производством, мониторинг эффективности и сбор данных для анализа и оптимизации процессов.
- Системы мониторинга и диагностики:
- Встроенные датчики и системы мониторинга отслеживают ключевые параметры процесса, такие как температура, давление, скорость нанесения и качество покрытия.
- Диагностические системы позволяют своевременно выявлять и устранять неисправности, предотвращая остановки производства и снижая затраты на ремонт.
- Интеграция с другими производственными системами:
- Автоматические линии могут быть интегрированы с системами подготовки поверхности, контроля качества и упаковки, создавая единый производственный цикл.
- Это обеспечивает синхронизацию всех этапов процесса, минимизируя задержки и улучшая общую эффективность производства.
- Энергоэффективность и экологичность:
- Современные автоматические линии проектируются с учетом энергоэффективности, что позволяет снизить потребление энергии и уменьшить эксплуатационные расходы.
- Использование экологически чистых материалов и технологий соответствует современным стандартам устойчивого развития и снижает негативное воздействие на окружающую среду.
Внедрение автоматических линий порошковой покраски: этапы и рекомендации
- Анализ потребностей и планирование:
- Оценка текущих производственных процессов, определение объемов производства и требований к качеству покрытия.
- Разработка плана внедрения автоматической линии, включая выбор оборудования, бюджетирование и планирование сроков реализации.
- Выбор оборудования и поставщиков:
- Исследование рынка оборудования для порошковой покраски, выбор надежных производителей с проверенной репутацией.
- Оценка технических характеристик оборудования, его совместимости с существующими производственными системами и возможностями масштабирования.
- Установка и настройка линии:
- Профессиональная установка оборудования с учетом всех технических требований и стандартов безопасности.
- Настройка параметров системы управления, интеграция с другими производственными системами и проведение тестовых запусков.
- Обучение персонала:
- Проведение обучающих программ для операторов и технического персонала, обеспечивающих правильное использование и обслуживание оборудования.
- Разработка инструкций и процедур для эффективного и безопасного управления автоматической линией.
- Запуск производства и оптимизация процессов:
- Плавный переход к автоматизированному производству, мониторинг первых партий изделий и сбор данных о производительности и качестве.
- Анализ полученных данных, выявление и устранение узких мест, оптимизация параметров процесса для достижения максимальной эффективности и качества.
Кейсы успешного внедрения автоматических линий порошковой покраски
- Автомобильная промышленность:
- Один из ведущих производителей автозапчастей внедрил автоматическую линию порошковой покраски для покрытия дисков и других металлических компонентов. В результате производительность увеличилась на 30%, а количество дефектов снизилось на 15%, что позволило компании повысить конкурентоспособность на рынке.
- Строительные материалы:
- Производитель металлических ограждений и конструкций установил автоматическую линию порошковой покраски, что позволило сократить время обработки изделий и повысить качество покрытия. Благодаря автоматизации компания смогла расширить ассортимент продукции и увеличить объемы продаж.
- Электротехника и бытовая техника:
- Завод по производству бытовой техники интегрировал автоматическую линию порошковой покраски для покрытия корпусов холодильников и стиральных машин. Это позволило улучшить внешний вид продукции, повысить ее стойкость к коррозии и сократить издержки на производство.
Тенденции развития автоматических линий порошковой покраски
- Интеграция с промышленным интернетом вещей (IIoT):
- Современные автоматические линии порошковой покраски все чаще интегрируются с системами IIoT, что позволяет собирать и анализировать данные в реальном
времени, оптимизировать процессы и предсказывать возможные неисправности.
- Использование искусственного интеллекта и машинного обучения:
- Внедрение алгоритмов искусственного интеллекта позволяет автоматическим линиям порошковой покраски самостоятельно настраивать параметры процесса для достижения оптимального качества покрытия и высокой производительности.
- Развитие экологически чистых технологий:
- Производители оборудования фокусируются на разработке более энергоэффективных и экологически чистых систем, снижающих потребление энергии и минимизирующих выбросы вредных веществ.
- Модульные и гибкие решения:
- Разработка модульных систем позволяет предприятиям быстро адаптировать производственные линии под изменяющиеся требования рынка и расширять производственные мощности без значительных капиталовложений.
- Улучшение эргономики и безопасности:
- Современные автоматические линии проектируются с учетом эргономики и безопасности труда, что снижает физическую нагрузку на операторов и минимизирует риск профессиональных заболеваний и травм.
Влияние автоматических линий порошковой покраски на бизнес
Внедрение автоматических линий порошковой покраски оказывает значительное влияние на эффективность и конкурентоспособность бизнеса:
- Увеличение производственной мощности:
- Автоматизация позволяет обрабатывать большие объемы изделий в кратчайшие сроки, что особенно важно для предприятий, работающих на массовом рынке.
- Снижение операционных затрат:
- Меньшая потребность в ручном труде, снижение расхода материалов и уменьшение количества дефектов позволяют существенно сократить операционные расходы.
- Повышение качества продукции:
- Равномерное и точное нанесение порошковой краски обеспечивает высокое качество покрытия, что улучшает внешний вид и долговечность изделий, удовлетворяя ожидания клиентов.
- Гибкость производства:
- Возможность быстрого переналадки линии под различные типы изделий и виды порошковой краски позволяет предприятиям быстро адаптироваться к изменениям спроса и расширять ассортимент продукции.
- Укрепление репутации на рынке:
- Высокое качество продукции и высокая производительность способствуют укреплению репутации предприятия как надежного и современного производителя, что привлекает новых клиентов и партнеров.
Заключение
Автоматические линии порошковой покраски представляют собой ключевой элемент современного производственного процесса, обеспечивая высокую производительность, качество и эффективность. Внедрение таких линий позволяет предприятиям значительно повысить конкурентоспособность, снизить затраты и удовлетворить растущие требования рынка к качеству и скорости производства. Современные тенденции в развитии автоматических линий, такие как интеграция с IIoT, использование искусственного интеллекта и фокус на экологичности, открывают новые возможности для дальнейшего совершенствования процессов порошковой покраски и повышения их устойчивости.
Камеры для порошковой покраски

Введение в камеры для порошковой покраски
Камеры для порошковой покраски являются важным элементом производственного процесса, обеспечивая контролируемую среду для нанесения порошковой краски на изделия. Эти камеры предназначены для предотвращения утечки порошка в окружающее пространство, а также для улавливания и повторного использования краски, что повышает эффективность и снижает затраты на материалы. Существуют различные типы камер для порошковой покраски, каждая из которых предназначена для решения конкретных задач и подходит для определенных видов продукции.
Разновидности камер для порошковой покраски
- Обитаемые камеры для порошковой покраски
Обитаемые камеры предназначены для работы с крупногабаритными изделиями, где оператор находится внутри камеры во время нанесения порошковой краски. Такие камеры используются на производствах, где важна высокая точность и контроль процесса окрашивания.
- Особенности и преимущества:
- Оператор имеет прямой доступ к изделию, что позволяет контролировать процесс нанесения краски и быстро корректировать его при необходимости.
- Камера оборудована системами вентиляции и фильтрации воздуха, что обеспечивает безопасность оператора и предотвращает загрязнение окружающей среды.
- Внутреннее освещение и системы удаления пыли создают комфортные условия для работы, что повышает производительность.
- Области применения:
- Покраска крупногабаритных изделий, таких как металлоконструкции, трубы, рамы и другие детали, которые трудно обработать с помощью автоматизированных систем.
- Ремонтные работы, где требуется точечное нанесение краски на поврежденные участки.
- Необитаемые камеры для порошковой покраски
Необитаемые камеры предназначены для автоматизированного нанесения порошковой краски без непосредственного участия оператора. Эти камеры чаще всего используются на крупных производствах, где важна высокая производительность и минимизация человеческого фактора.
- Особенности и преимущества:
- Полная автоматизация процесса позволяет достичь высокой точности и равномерности нанесения краски на изделие.
- Камера оснащена системами автоматической подачи и улавливания порошка, что снижает расход материалов и минимизирует потери.
- Отсутствие необходимости присутствия оператора внутри камеры повышает безопасность и снижает риск ошибок.
- Области применения:
- Массовое производство изделий, таких как автомобильные диски, бытовая техника, мебельные детали и другие изделия с одинаковыми характеристиками.
- Высокоскоростные линии порошковой покраски, где важно максимизировать производительность и снизить затраты.
- Камеры для покраски дисков
Камеры для покраски дисков представляют собой специализированное оборудование, предназначенное для нанесения порошковой краски на автомобильные диски. Эти камеры обеспечивают равномерное и качественное покрытие дисков, что особенно важно для обеспечения их долговечности и эстетичного внешнего вида.
- Особенности и преимущества:
- Камера оснащена системами вращения и фиксации дисков, что обеспечивает равномерное нанесение краски на всю поверхность изделия.
- Специальные фильтры и системы вытяжки предотвращают оседание порошка на дисках, что улучшает качество покрытия.
- Возможность настройки камеры под разные типы дисков позволяет работать с изделиями различных размеров и форм.
- Области применения:
- Производство и реставрация автомобильных дисков, где важно обеспечить высокую стойкость покрытия к механическим повреждениям и коррозии.
- Мастерские по ремонту и тюнингу автомобилей, специализирующиеся на индивидуальной покраске дисков.
- Камеры для напыления плоских деталей
Камеры для напыления плоских деталей предназначены для работы с крупными и плоскими изделиями, такими как металлические листы, панели, двери и другие конструкции. Эти камеры обеспечивают равномерное нанесение краски на большие поверхности, что особенно важно для достижения однородного покрытия.
- Особенности и преимущества:
- Широкие входные проемы и просторные внутренние объемы позволяют работать с изделиями большого размера.
- Системы автоматической подачи краски и улавливания излишков обеспечивают экономию материалов и сокращают время на очистку камеры.
- Возможность регулировки температуры и влажности внутри камеры позволяет достичь оптимальных условий для нанесения порошковой краски.
- Области применения:
- Производство металлических панелей и конструкций для строительной отрасли, где важна высокая стойкость покрытия к атмосферным воздействиям.
- Окрашивание крупных листов и панелей для автомобильной и судостроительной промышленности.
Технические характеристики и требования к камерам для порошковой покраски
- Размеры и конфигурация камеры:
- Размер камеры должен соответствовать габаритам обрабатываемых изделий. Для крупногабаритных изделий требуются просторные камеры с широкими входными проемами.
- Конфигурация камеры может быть адаптирована под конкретные производственные задачи, включая наличие специальных приспособлений для фиксации и вращения изделий.
- Системы вентиляции и фильтрации:
- Вентиляция играет ключевую роль в обеспечении безопасности оператора и предотвращении оседания порошка на поверхности изделий.
- Фильтрация воздуха позволяет улавливать излишки порошковой краски, снижая расход материалов и улучшая экологические показатели производства.
- Освещение и системы контроля:
- Внутреннее освещение камеры должно быть достаточно ярким и равномерным, чтобы оператор мог контролировать процесс нанесения краски.
- Системы видеонаблюдения и автоматического контроля качества позволяют отслеживать равномерность нанесения и выявлять дефекты на ранних стадиях.
- Системы подачи и улавливания порошка:
- Автоматические системы подачи порошка обеспечивают стабильное и равномерное нанесение краски на изделие.
- Системы улавливания позволяют повторно использовать излишки порошка, что снижает затраты на материалы и повышает экономическую эффективность.
- Теплоизоляция и энергосбережение:
- Камеры для порошковой покраски должны обладать хорошей теплоизоляцией, чтобы минимизировать потери тепла и снизить энергопотребление.
- Использование энергосберегающих технологий, таких как рециркуляция тепла, позволяет значительно сократить эксплуатационные расходы.
Принцип работы камер для порошковой покраски
- Подготовка изделия:
- Перед помещением изделия в камеру оно проходит этап подготовки поверхности, включающий очистку от загрязнений, ржавчины и старого покрытия.
- Поверхность изделия должна быть сухой и обезжиренной, чтобы обеспечить хорошую адгезию порошковой краски.
- Нанесение порошковой краски:
- Изделие помещается в камеру, где с помощью пистолета или автоматической системы нанесения на его поверхность наносится порошковая краска.
- Порошок заряжается электрическим зарядом, что позволяет ему равномерно распределяться по поверхности изделия и прилипать к нему.
- Полимеризация покрытия:
- После нанесения краски изделие перемещается в печь для полимеризации, где под воздействием высокой температуры порошок плавится и превращается в прочное покрытие.
- Температура и время полимеризации зависят от типа краски и характеристик изделия, но обычно составляют от 160 до 220 градусов Цельсия и от 10 до 30 минут.
- Охлаждение и финальная обработка:
- После полимеризации изделие охлаждается до комнатной температуры. На этом этапе важно избежать резких перепадов температуры, чтобы предотвратить деформацию покрытия.
- Готовое изделие может быть дополнительно обработано для придания ему определенных свойств, таких как глянец, матовость или устойчивость к химическим веществам.
Особенности выбора камер для порошковой покраски
- Тип производимой продукции:
- Выбор камеры зависит от типа и размеров изделий, которые планируется обрабатывать. Для крупногабаритных и плоских изделий необходимы просторные камеры, а для мелких деталей можно использовать компактные камеры.
- Объемы производства:
- Для массового производства целесообразно использовать автоматизированные необитаемые камеры, которые обеспечивают высокую производительность и минимизируют участие оператора.
- Для небольших объемов и индивидуального производства могут быть достаточно обитаемые камеры с ручным управлением.
- Требования к качеству покрытия:
- Камеры должны обеспечивать стабильные условия для нанесения порошковой краски, включая контроль температуры, влажности и чистоты воздуха.
- Наличие систем автоматического контроля качества позволяет обеспечить высокое качество покрытия и избежать дефектов.
- Экономическая эффективность:
- Важно оценить не только стоимость камеры, но и затраты на ее эксплуатацию, включая энергопотребление, расход материалов и обслуживание.
- Использование камер с системами улавливания порошка и рециркуляции тепла позволяет значительно снизить эксплуатационные расходы и повысить экономическую эффективность производства.
Современные тенденции в развитии камер для порошковой покраски
- Автоматизация и интеграция с другими производственными системами:
- Современные камеры все чаще интегрируются с автоматическими линиями порошковой покраски и системами управления производством, что повышает эффективность и снижает затраты на производство.
- Интеллектуальные системы управления позволяют автоматически настраивать параметры процесса в зависимости от типа изделия и его характеристик.
- Улучшение экологичности и энергоэффективности:
- Производители камер стремятся снизить негативное воздействие на окружающую среду за счет использования экологически чистых материалов и технологий.
- Внедрение энергосберегающих технологий, таких как рециркуляция тепла и оптимизация вентиляции, позволяет значительно сократить энергопотребление и уменьшить эксплуатационные расходы.
- Повышение безопасности и удобства работы оператора:
- Камеры оснащаются системами вентиляции, фильтрации и пылеудаления, которые обеспечивают безопасные условия труда и минимизируют риск профессиональных заболеваний.
- Эргономика и удобство работы также играют важную роль в проектировании современных камер, что позволяет повысить производительность и качество выполнения работ.
Заключение
Камеры для порошковой покраски играют ключевую роль в обеспечении качественного и долговечного покрытия изделий. Выбор подходящей камеры зависит от множества факторов, включая тип производимой продукции, объемы производства и требования к качеству покрытия. Современные тенденции, такие как автоматизация, улучшение экологичности и повышение энергоэффективности, открывают новые возможности для повышения эффективности и снижения затрат на производство. При правильном выборе и использовании камеры для порошковой покраски можно значительно улучшить производительность, снизить затраты и обеспечить высокое качество продукции.
Полимерные печи и их особенности

Введение в полимерные печи
Полимерные печи являются неотъемлемым элементом процесса порошковой покраски, обеспечивая термическую обработку изделий после нанесения порошковой краски. В этих печах происходит полимеризация – процесс, при котором порошковая краска плавится под воздействием высокой температуры и образует прочное, равномерное покрытие на поверхности изделия. Полимерные печи должны обеспечивать равномерное распределение температуры и стабильные условия для достижения высокого качества покрытия.
Принцип работы полимерных печей
Принцип работы полимерных печей основан на нагревании изделия до температуры, при которой порошковая краска плавится и полимеризуется, превращаясь в твердое покрытие. Этот процесс включает несколько ключевых этапов:
- Нагрев изделия:
- Изделие, покрытое порошковой краской, помещается в печь, где оно подвергается равномерному нагреванию. Температура внутри печи постепенно повышается до необходимого уровня, обычно в диапазоне от 160 до 220 градусов Цельсия.
- Важно, чтобы нагрев происходил равномерно, без резких перепадов температуры, что позволяет избежать деформации изделия и неравномерного плавления краски.
- Полимеризация краски:
- При достижении определенной температуры порошковая краска начинает плавиться и растекаться по поверхности изделия. Этот процесс известен как «мокрый» этап полимеризации.
- После того, как краска полностью расплавится, она вступает в реакцию полимеризации, в результате чего образуется прочное, твердое покрытие. Этот процесс происходит на «сухом» этапе полимеризации.
- Охлаждение изделия:
- После завершения полимеризации изделие должно медленно остыть до комнатной температуры. Резкое охлаждение может привести к растрескиванию покрытия или его деформации, поэтому охлаждение должно происходить постепенно.
Типы полимерных печей
Существует несколько типов полимерных печей, каждая из которых предназначена для решения определенных задач и подходит для определенных видов продукции:
- Конвекционные печи
Конвекционные печи являются наиболее распространенным типом полимерных печей. В таких печах нагрев осуществляется за счет циркуляции горячего воздуха, что обеспечивает равномерное распределение температуры внутри рабочей камеры.
- Особенности и преимущества:
- Равномерное распределение температуры по всей рабочей камере, что гарантирует качественное покрытие на изделиях любых форм и размеров.
- Высокая энергоэффективность за счет рециркуляции горячего воздуха, что снижает затраты на эксплуатацию.
- Простота конструкции и обслуживания, что делает конвекционные печи доступными и надежными для использования в различных отраслях промышленности.
- Области применения:
- Массовое производство изделий, где важна высокая производительность и равномерность покрытия.
- Применение в автомобильной, строительной и электронной промышленности для полимеризации покрытий на крупных и мелких изделиях.
- Инфракрасные печи
Инфракрасные печи используют инфракрасное излучение для нагревания поверхности изделий. Это излучение проникает в толщу покрытия и обеспечивает быстрый и равномерный нагрев.
- Особенности и преимущества:
- Быстрое время нагрева по сравнению с конвекционными печами, что сокращает время цикла и повышает производительность.
- Возможность точной настройки интенсивности нагрева, что позволяет обрабатывать изделия сложной формы и уменьшает риск перегрева.
- Компактные размеры и возможность интеграции с автоматическими линиями порошковой покраски.
- Области применения:
- Производство изделий сложной формы, таких как автомобильные диски, корпуса электронных устройств, металлические детали с тонкими элементами.
- Применение в условиях, где важна высокая скорость обработки и точность нагрева.
- Печи пиролиза
Печи пиролиза предназначены для удаления старого покрытия и загрязнений с поверхности изделий перед нанесением нового слоя порошковой краски. В таких печах используется метод термического разложения органических материалов под воздействием высокой температуры в отсутствии кислорода.
- Особенности и преимущества:
- Эффективное удаление старой краски, масла, жира и других загрязнений, что улучшает адгезию нового покрытия.
- Возможность работы с крупногабаритными изделиями и сложными формами, что делает пиролизные печи универсальными для различных отраслей.
- Снижение затрат на химическую очистку и подготовку поверхности перед покраской.
- Области применения:
- Ремонт и реставрация автомобильных и промышленных изделий, где требуется полное удаление старого покрытия перед нанесением нового.
- Очистка инструментов, форм и других деталей, используемых в производственных процессах.
Влияние температурного режима на качество порошковой покраски
Температурный режим в полимерных печах играет ключевую роль в обеспечении качества покрытия. Несоблюдение оптимальных температурных условий может привести к различным дефектам, таким как:
- Недостаточная полимеризация:
- Если температура в печи слишком низкая или время полимеризации недостаточно, краска может не полностью расплавиться и не сформировать прочное покрытие. Это может привести к снижению адгезии, растрескиванию или отслаиванию краски.
- Перегрев:
- Перегрев изделия может привести к разрушению структуры краски, что вызывает изменение цвета, потерю глянца и снижение стойкости покрытия к механическим повреждениям и коррозии.
- Неравномерное распределение температуры:
- Если температура внутри печи распределяется неравномерно, это может привести к появлению дефектов покрытия, таких как пятна, потеки или неоднородность текстуры. Особенно это важно для изделий сложной формы, где могут возникать «холодные зоны».
Энергоэффективность полимерных печей и способы ее повышения
Современные полимерные печи проектируются с учетом требований энергоэффективности, что позволяет снизить эксплуатационные расходы и минимизировать негативное воздействие на окружающую среду. Вот несколько методов повышения энергоэффективности полимерных печей:
- Рециркуляция тепла:
- Использование систем рециркуляции тепла позволяет повторно использовать горячий воздух, что снижает потребление энергии и повышает эффективность нагрева. Это особенно важно для конвекционных печей, где значительная часть энергии расходуется на поддержание температуры внутри камеры.
- Теплоизоляция:
- Качественная теплоизоляция корпуса печи позволяет минимизировать потери тепла и поддерживать стабильный температурный режим с меньшими затратами энергии. Использование современных изоляционных материалов значительно улучшает энергоэффективность печей.
- Автоматизация управления температурой:
- Интеграция систем автоматического управления температурой и временем полимеризации позволяет точно контролировать процесс и избегать перегрева или недогрева изделий. Это снижает расход энергии и улучшает качество покрытия.
- Оптимизация процесса загрузки:
- Рациональная загрузка печи, при которой изделия размещаются таким образом, чтобы обеспечить равномерный нагрев и минимизировать пустоты, позволяет улучшить эффективность использования тепла и снизить время цикла.
Поддержка и обслуживание полимерных печей
Регулярное обслуживание полимерных печей играет ключевую роль в поддержании их работоспособности и продлении срока службы. Основные мероприятия по обслуживанию включают:
- Очистка рабочей камеры:
- Регулярная очистка внутренней поверхности камеры от остатков краски и загрязнений предотвращает их оседание на поверхности изделий и улучшает качество покрытия.
- Проверка и замена фильтров:
- Системы вентиляции и рециркуляции тепла требуют регулярной проверки и замены фильтров, чтобы обеспечить стабильную работу печи и предотвратить попадание загрязнений в рабочую зону.
- Техническое обслуживание нагревательных элементов:
- Нагревательные элементы, такие как тэны и инфракрасные лампы, со временем могут изнашиваться и требовать замены. Регулярная проверка их состояния и своевременная замена помогают избежать простоев и потери качества покрытия.
- Калибровка и настройка системы управления:
- Для обеспечения точного контроля температуры и времени полимеризации необходимо регулярно калибровать и настраивать систему управления печью. Это предотвращает возникновение ошибок и обеспечивает стабильные условия для полимеризации.
Современные тенденции в разработке полимерных печей
Современные полимерные печи разрабатываются с учетом требований к качеству, энергоэффективности и безопасности. Вот несколько ключевых тенденций в этой области:
- Интеллектуальные системы управления:
- Современные печи оснащаются интеллектуальными системами управления, которые автоматически регулируют температуру, время полимеризации и другие параметры в зависимости от характеристик изделия. Это позволяет добиться оптимальных результатов и снизить риск ошибок.
- Интеграция с производственными линиями:
- Полимерные печи все чаще интегрируются с автоматическими линиями порошковой покраски, что позволяет создать единый производственный цикл и повысить эффективность производства.
- Экологичность и устойчивость:
- Производители полимерных печей уделяют большое внимание разработке экологически чистых и энергоэффективных решений. Использование возобновляемых источников энергии, таких как солнечные панели, и улучшение теплоизоляции помогают снизить углеродный след и эксплуатационные расходы.
- Модульные и гибкие конструкции:
- Модульные полимерные печи позволяют предприятиям быстро адаптироваться к изменяющимся производственным требованиям. Возможность добавления или удаления модулей, изменения конфигурации камеры и настройки системы управления делает такие печи идеальным выбором для гибких производств.
Заключение
Полимерные печи играют ключевую роль в процессе порошковой покраски, обеспечивая качественное и долговечное покрытие изделий. Выбор подходящей печи зависит от множества факторов, включая тип производимой продукции, объемы производства и требования к качеству покрытия. Современные тенденции, такие как улучшение энергоэффективности, интеграция с производственными линиями и внедрение интеллектуальных систем управления, открывают новые возможности для повышения эффективности и снижения затрат на производство. При правильном выборе и использовании полимерной печи можно значительно улучшить производительность, снизить эксплуатационные расходы и обеспечить высокое качество продукции.
Порошковая покраска дисков: особенности и оборудование

Введение в порошковую покраску дисков
Автомобильные диски подвержены постоянным воздействиям окружающей среды, таким как влага, дорожная соль, гравий и ультрафиолетовое излучение. Все эти факторы могут негативно сказываться на внешнем виде и долговечности дисков. Порошковая покраска является идеальным решением для защиты дисков от коррозии, механических повреждений и выцветания, обеспечивая при этом их привлекательный внешний вид. Этот процесс требует использования специального оборудования и соблюдения технологических нюансов, которые гарантируют высокое качество покрытия.
Оборудование, используемое для покраски дисков
Порошковая покраска дисков требует применения ряда специализированного оборудования, которое обеспечивает точное нанесение краски и ее полимеризацию.
- Камеры для покраски дисков
Камера для покраски дисков представляет собой замкнутое пространство, в котором происходит нанесение порошковой краски на диски. Такие камеры оснащены системами вращения и фиксации дисков, что позволяет равномерно распределить краску по всей поверхности изделия.
- Особенности и преимущества:
- Вращение дисков в процессе нанесения краски обеспечивает равномерное покрытие всех участков, включая труднодоступные места.
- Камера оборудована системами вентиляции и фильтрации, что предотвращает оседание порошка на поверхности дисков и улучшает качество покрытия.
- Возможность настройки камеры под разные типы и размеры дисков позволяет обрабатывать как стандартные, так и нестандартные изделия.
- Области применения:
- Производство автомобильных дисков, где требуется серийное производство с высоким уровнем качества.
- Реставрация и индивидуальная покраска дисков в автосервисах и тюнинг-ателье.
- Пистолеты для порошковой покраски
Пистолет для порошковой покраски является основным инструментом для нанесения порошковой краски на поверхность дисков. Он позволяет точно контролировать поток краски и обеспечивать равномерное покрытие.
- Типы пистолетов:
- Электростатические пистолеты: Используются для заряда частиц порошка и их равномерного распределения по поверхности дисков.
- Автоматические пистолеты: Интегрируются в автоматические линии порошковой покраски и позволяют программировать процесс нанесения краски для достижения оптимального результата.
- Особенности и преимущества:
- Высокая точность нанесения краски позволяет избежать потеков и неравномерностей покрытия.
- Возможность регулировки параметров нанесения, таких как давление и скорость, позволяет адаптировать процесс под разные типы дисков.
- Легкость в обслуживании и замене комплектующих, что обеспечивает длительный срок службы пистолета.
- Полимерные печи для дисков
После нанесения порошковой краски диски помещаются в полимерную печь для завершения процесса полимеризации. Важно, чтобы температура в печи была равномерно распределена, так как любые перепады температуры могут привести к деформации покрытия или самого изделия.
- Типы печей:
- Конвекционные печи: Используются для равномерного нагрева дисков путем циркуляции горячего воздуха.
- Инфракрасные печи: Обеспечивают быстрое нагревание и полимеризацию покрытия, что особенно важно при обработке дисков сложной формы.
- Особенности и преимущества:
- Точное поддержание температурного режима позволяет избежать дефектов покрытия и обеспечить его долговечность.
- Печи оснащены системами автоматического контроля, что упрощает процесс полимеризации и снижает вероятность ошибок.
Технологические нюансы при покраске дисков
Порошковая покраска дисков требует строгого соблюдения технологических этапов, от подготовки поверхности до завершения полимеризации.
- Подготовка поверхности дисков:
- Перед нанесением краски диски должны быть тщательно очищены от грязи, ржавчины и старого покрытия. Для этого используются пескоструйные установки и химические растворы, которые обеспечивают чистоту поверхности и хорошую адгезию краски.
- После очистки диски обезжириваются и сушатся, чтобы удалить остатки влаги и масел.
- Нанесение порошковой краски:
- Диски помещаются в камеру для порошковой покраски, где с помощью пистолета наносится порошковая краска. Процесс нанесения должен быть равномерным, чтобы избежать образования неокрашенных участков или излишков краски.
- Особое внимание уделяется обработке труднодоступных мест, таких как внутренние поверхности спиц и обода диска.
- Полимеризация покрытия:
- После нанесения краски диски помещаются в полимерную печь, где под воздействием высокой температуры происходит полимеризация покрытия. Важно следить за температурным режимом и временем полимеризации, чтобы избежать дефектов покрытия.
- После полимеризации диски медленно охлаждаются, чтобы избежать термического шока, который может привести к растрескиванию покрытия.
- Контроль качества:
- После завершения полимеризации диски проходят визуальный осмотр на наличие дефектов, таких как потеки, неоднородность цвета или механические повреждения.
- При необходимости проводятся дополнительные тесты на стойкость покрытия к механическим воздействиям, коррозии и ультрафиолетовому излучению.
Преимущества порошковой покраски дисков
Порошковая покраска автомобильных дисков имеет ряд значительных преимуществ по сравнению с традиционными методами окрашивания:
- Высокая стойкость к механическим повреждениям:
- Порошковое покрытие обладает высокой прочностью и устойчивостью к царапинам, сколам и другим механическим повреждениям, что особенно важно для автомобильных дисков, которые постоянно подвергаются воздействию внешних факторов.
- Защита от коррозии:
- Порошковая краска создает на поверхности дисков защитный слой, который эффективно противостоит воздействию влаги, соли и химических реагентов, что предотвращает развитие коррозии и увеличивает срок службы дисков.
- Эстетичный внешний вид:
- Порошковая покраска позволяет создавать покрытия различных цветов и текстур, включая матовые, глянцевые и металлизированные поверхности, что делает диски более привлекательными и стильными.
- Экологичность процесса:
- Порошковая покраска является экологически чистым методом, так как не требует использования растворителей и практически не образует отходов. Излишки краски могут быть повторно использованы, что снижает расход материалов и уменьшает воздействие на окружающую среду.
- Долговечность покрытия:
- Полимерное покрытие обладает высокой стойкостью к ультрафиолетовому излучению и выцветанию, что позволяет сохранять яркость и насыщенность цвета на протяжении долгого времени.
Заключение
Порошковая покраска дисков – это современный и эффективный метод защиты и улучшения внешнего вида автомобильных дисков. Использование специализированного оборудования, такого как камеры для покраски дисков, пистолеты для порошковой покраски и полимерные печи, позволяет достичь высокого качества покрытия, которое отличается прочностью, долговечностью и эстетичным внешним видом. Соблюдение технологических нюансов и тщательная подготовка поверхности обеспечивают максимальную стойкость покрытия к механическим повреждениям и коррозии, что делает порошковую покраску идеальным выбором для автомобильных дисков.
Поддержка и обслуживание оборудования для порошковой покраски

Введение в обслуживание оборудования
Эффективная и бесперебойная работа оборудования для порошковой покраски напрямую зависит от регулярного обслуживания и своевременной замены изношенных частей. Поддержание оборудования в надлежащем состоянии не только продлевает его срок службы, но и обеспечивает высокое качество покрытия, снижая риск возникновения дефектов и простоев в производстве. В этой части мы рассмотрим основные аспекты поддержки и обслуживания оборудования, от регулярных проверок до ремонта и замены компонентов.
Регулярное обслуживание оборудования
Регулярное обслуживание оборудования для порошковой покраски включает в себя комплекс мероприятий, направленных на поддержание его работоспособности и предотвращение возможных поломок. Вот ключевые процедуры, которые необходимо выполнять:
- Очистка и проверка оборудования:
- Камеры для порошковой покраски: Камеры должны регулярно очищаться от остатков порошковой краски, пыли и других загрязнений, которые могут накапливаться на внутренних поверхностях и фильтрах. Очистка проводится с использованием специальных пылесосов и мягких щеток, чтобы избежать повреждения поверхности камеры.
- Пистолеты для порошковой покраски: Пистолеты должны быть очищены от остатков краски и проверены на наличие засоров и повреждений. Регулярная чистка сопел и замена фильтров позволяет избежать ухудшения качества нанесения краски.
- Полимерные печи: Печи требуют регулярной проверки и очистки от нагаров и остатков краски, которые могут образовываться на стенках камеры. Особое внимание следует уделять состоянию нагревательных элементов, чтобы предотвратить их перегрев и выход из строя.
- Проверка и замена расходных материалов:
- Фильтры: Фильтры в системах вентиляции, подачи и рециркуляции порошка должны регулярно проверяться и заменяться. Забитые или изношенные фильтры снижают эффективность работы оборудования и могут привести к загрязнению рабочего пространства.
- Сопла и электроды: Сопла и электроды в пистолетах для порошковой покраски подвергаются постоянному износу и требуют периодической замены. Изношенные сопла могут вызывать неравномерное нанесение краски, что приводит к появлению дефектов на поверхности изделий.
- Калибровка и настройка оборудования:
- Регулярная калибровка систем управления температурой в полимерных печах и параметров нанесения краски в пистолетах позволяет поддерживать высокую точность процесса и предотвращать ошибки. Это особенно важно при работе с изделиями сложной формы или при использовании различных типов порошковой краски.
- Настройка автоматических линий порошковой покраски должна проводиться с учетом требований к качеству покрытия и характеристикам обрабатываемых изделий. Правильная настройка оборудования снижает риск возникновения дефектов и повышает производительность.
Распространенные поломки и способы их устранения
Несмотря на регулярное обслуживание, оборудование для порошковой покраски может сталкиваться с различными техническими проблемами. Ниже приведены некоторые из наиболее распространенных поломок и способы их устранения:
- Неравномерное нанесение краски:
- Причины: Засоры в сопле пистолета, износ сопла или электродов, неисправности в системе подачи порошка.
- Решение: Очистка или замена сопла и электродов, проверка и регулировка системы подачи порошка. Также важно убедиться в правильной настройке электрического напряжения на пистолете.
Мы не только производители вашего оборудования для порошковой покраски, но и ваш глобальный партнер по доставке
В EMS мы понимаем, что доставить ваше оборудование для порошковой покраски вам быстро и безопасно так же важно, как и изготовить его по самым высоким стандартам. Вот почему мы предлагаем всем нашим клиентам услуги доставки по всему миру.
Мы работаем с сетью опытных и надежных партнеров по доставке, чтобы гарантировать, что ваше оборудование прибудет вовремя и в идеальном состоянии. Мы также предлагаем различные варианты доставки, чтобы соответствовать вашему бюджету и потребностям.
Независимо от того, нужно ли вам доставить ваше оборудование на местный адрес или в международный пункт назначения, мы можем вам помочь. Мы будем работать с вами, чтобы выбрать лучший вариант доставки для ваших нужд и информировать вас о состоянии вашей отправки на каждом этапе процесса.
Итак, когда вы выбираете EMS для вашего оборудования для порошковой покраски, вы получаете не только лучшие продукты на рынке, но и лучшее возможное обслуживание по доставке.
Свяжитесь с нами сегодня, чтобы узнать больше о наших глобальных услугах доставки.








